Технологические карты производственных заказов
В руководстве приводятся разъяснения по наиболее важным вопросам, касающимся технологических карт производственных заказов. По каким принципам могут формироваться карты заказов, и как это связано с организацией производственного процесса, какое значение имеет структура карты, на что она влияет, а на что не влияет, нюансы использования типовых технологических процессов.
В руководстве приводятся разъяснения по наиболее важным вопросам, касающимся технологических карт производственных заказов. По каким принципам могут формироваться карты заказов, и как это связано с организацией производственного процесса, какое значение имеет структура карты, на что она влияет, а на что не влияет, нюансы использования типовых технологических процессов.
Данное руководство предназначено для пользователей, владеющих, как минимум, базовыми навыками работы с VOGBIT. Если вы впервые знакомитесь с системой, то рекомендуем вам начать изучение со следующей документации:
Предварительно рекомендуется изучить следующую документацию:
VOGBIT. Руководство пользователяVOGBIT. Термины и определения
Это руководство предназначено для пользователей, уже владеющих основными навыками работы с VOGBIT. Если вы только начинаете знакомиться с программой, то начать изучение рекомендуется со следующей документации:
VOGBIT. Руководство пользователя
Технологические карты производственных заказов в VOGBIT являются основой для решения большинства задач связанных с управлением производством. В настоящем пособии даются разъяснения по некоторым важным аспектам работы с технологическими картами заказов. В частности:
- в каких случаях технологическая карта заказа представляет собой линейный список, а в каких случаях имеет древовидную структуру;
- на что влияет структура технологической карты заказа, и на что она не влияет;
- нюансы, связанные с использованием типовых технологических процессов.
Следует отметить, что всё описанное в данном руководстве актуально для предприятий, которые занимаются как изготовлением отдельных компонентов (деталей), так и последующей сборкой из них готовой продукции. Затронутые вопросы, в основном, имеют значение с точки зрения планирования и учёта работ в «механических» цехах, обеспечивающих сборочное производство необходимыми деталями.
Технологическая карта производственного заказа в VOGBIT является основанием для выдачи участкам заданий на выполнение определённых работ. Структура и содержание карты зависят от организации производственного процесса. На небольшом предприятии, работающем под заказ, или в единичном производстве уникальной продукции может быть удобно изготавливать детали строго комплектами для сборки (метод «по комплектам»). Для серийного производства или в случае значительной унификации применяемых узлов и деталей лучше подходит более гибкий и универсальный способ, когда номенклатура и количество изготавливаемых деталей могут определяться с учётом многих факторов (метод «по отдельным деталям»). Посмотреть, как и в чём проявляются при этом различия в работе с программой, можно на примере, в видеоролике.
Метод «по комплектам» лучше подходит для единичного производства уникальной продукции или для небольших предприятий, работающих строго под заказ. Основной отличительной чертой метода «по комплектам» является то, что в производстве не выдаются отдельные задания на обработку каждой детали. Задания участкам и постам выдаются на обработку комплекта - сразу всех деталей, которые нужны для изготовления определённого изделия. В этом случае карта производственного заказа, обычно, представляет собой древовидную структуру. На первом уровне указываются сами выпускаемые изделия (комплекты). А в качестве вложенных компонентов – состав каждого комплекта. Принцип формирования технологической карты производственного заказа, используемый в данном случае, показан на Рис. 1.
 Рис. 1. Принцип формирования технологической карты производственного заказа в случае использования метода "по комплектам"
Рис. 1. Принцип формирования технологической карты производственного заказа в случае использования метода "по комплектам"
В поле Количество технологической карты заказа в VOGBIT при организации производства «по комплектам» указывается:
- для изделий – количество, которое требуется изготовить (количество изделий в этой партии);
- для входящих деталей – количество по спецификации на единицу изделия (на один комплект).
Общее количество деталей на всю партию изделий так же, как и трудоёмкость работ, рассчитывается программой автоматически при генерации заданий для производства.
Пример технологической карты заказа при использовании метода «по комплектам» показан на Рис. 2.
 Рис. 2. Технологическая карта производственного заказа при использовании метода "по комплектам"
Рис. 2. Технологическая карта производственного заказа при использовании метода "по комплектам"
Важной особенностью организации производства «по комплектам» является отсутствие заделов (остатков готовых деталей). Детали изготавливаются строго комплектами под определённую партию изделий. Поэтому в данном случае:
- каждая из обрабатываемых на механическом участке отдельных деталей изначально предназначена для конкретного комплекта для сборки готового изделия;
- количество изготавливаемых деталей определяется исключительно количеством комплектов и их составом (спецификацией) и ничем другим.
Для производства повторяющейся продукции, удобнее будет внести в базу данных спецификации комплектов, а затем уже создавать на их основе карты производственных заказов. Например, с помощью модуля Расчёт комплектации, выбрав в нём соответствующие настройки.
В единичном производстве уникальной продукции, поскольку спецификация комплекта после его изготовления уже вряд ли когда-нибудь пригодится, возможен вариант составления сразу карты заказа, без какой бы то ни было предварительной подготовки данных. Этот вариант подробно описан в руководстве «VOGBIT, Подготовка данных в единичном производстве»
Метод «по отдельным деталям» больше подходит для производства, где имеет место повторяемость выпускаемой продукции или унификация применяемых в разных изделиях деталей и узлов. Технологическая карта заказа в этом случае представляет собой простой список изготавливаемых позиций с указанием количества и техпроцесса. Принцип её формирования показан на Рис. 3.
 Рис. 3. Принцип формирования технологической карты производственного заказа в случае использования метода "по отдельным деталям"
Рис. 3. Принцип формирования технологической карты производственного заказа в случае использования метода "по отдельным деталям"
В отличие от производства «по комплектам», в данном случае:
- одинаковые детали могут изготавливаться одной общей партией, а затем идти в разные изделия;
- для комплектации изделий на сборке могут использоваться остатки ранее изготовленных деталей;
- часть деталей может изготавливаться не под конкретные текущие заказы, а как задел для обеспечения прогнозируемых потребностей сборочного производства в дальнейшем.
Поэтому в технологической карте производственного заказа в данном случае указывается просто общий список и количество деталей (узлов, изделий), которые требуется изготовить. Составляться такой список может как вручную, так и с применением различных средств и алгоритмов автоматизации.
Например, модуль Расчёт комплектации (документация),позволяет по списку готовой продукции с указанием требуемого количества и варианта комплектации получать полный перечень всех входящих компонентов (узлов, деталей, стандартных изделий и т.д.). В этом списке можно разделить компоненты собственного изготовления и покупные, и то, что получится, сохранить в виде заказа на производство или заявки. Пример работы модуля Расчёт комплектации показан на Рис. 4.
 Рис. 4. Расчёт общего количества деталей на несколько разных изделий в модуле "Расчёт комплектации"
Рис. 4. Расчёт общего количества деталей на несколько разных изделий в модуле "Расчёт комплектации"
В более сложных случаях может применяться режим Обеспеченность, который позволяет формировать заявки на изготовление необходимого количества деталей, учитывая потребности сборочного производства, текущие остатки деталей на складах, установленный минимальный уровень запасов и незавершённое производство. Далее на основании всех поступивших заявок на производство создаются производственные заказы (видеоролик).
Сформированная технологическая карта заказа для организации производства по принципу «по отдельным деталям» показана на Рис. 5.
 Рис. 5. Технологическая карта производственного заказа при использовании метода планирования и учёта "по отдельным деталям"
Рис. 5. Технологическая карта производственного заказа при использовании метода планирования и учёта "по отдельным деталям"
Обратите внимание на то, что структура технологической карты производственного заказа в VOGBIT определяет только лишь наличие или отсутствие принципа производства деталей строго по комплектам, и не более того. Технологическая карта заказа НЕ определяет ни структуру выпускаемой продукции (несмотря на то, что в простых случаях и при использовании метода «по комплектам» структура технологической карты может воспроизводить состав продукции), ни последовательность изготовления тех или иных деталей.
Для описания структуры (дерева) изделия в VOGBIT применяется, так называемая, заказная спецификация1 (Рис. 6).
 Рис. 6. Заказная спецификация - структура изделия в виде дерева
Рис. 6. Заказная спецификация - структура изделия в виде дерева
Более подробно о построении в программе подобных заказных спецификаций можно прочитать в документации или посмотреть в видеоролике.
Что касается последовательности изготовления тех или иных деталей, то она определяется не структурой технологических карт, а например, ограничениями, которые накладываются на плановые сроки изготовления тех или иных партий деталей. Пример показан на Рис. 7 (режим Календарный план).
 Рис. 7. Последовательность изготовления деталей
Рис. 7. Последовательность изготовления деталей
Как известно, при разработке в VOGBIT техпроцесса изготовления изделия или отдельной детали можно использовать типовые технологические процессы (типовые операции)2.
Если вы применяете для планирования и учёта производства метод «по отдельным деталям», то с точки зрения формирования заданий для производства использование или неиспользование типовых технологических процессов не играет никакой принципиальной роли. В данном случае, применение типовых техпроцессов просто облегчает технологическую подготовку и проведение изменений. А при формировании заданий на изготовление партии деталей в производстве уже не имеет никакого значения, является ли какая-либо операция в техпроцессе этой детали типовой или нет.
Совсем другую роль использование в программе типовых техпроцессов имеет, если вы хотите применять метод планирования и контроля производства «по комплектам». Этот способ предназначен, в основном, для единичного или несложного производства под заказ, и он изначально предполагает достаточно упрощённое, максимально быстрое описание в программе технологических процессов. В отличие от серийного производства, где отдельно и подробно расписывается порядок выполнения каждой операции для каждой детали (и выпускается соответствующая технологическая документация на каждую деталь), в данном случае, обычно, используются упрощённые типовые (общие) техпроцессы, описывающие в целом порядок изготовления изделий определённого вида. Включающие в себя все основные стадии обработки, начиная с заготовительных операций и заканчивая окончательной сборкой. Подготовка к производству нового заказа или изделия с использованием VOGBIT при этом выполняется в следующей последовательности:
- определяется состав нового изделия или производственного заказа;
- выбирается один из существующих типовых технологических процессов (подходящий для изделий данного вида);
- выбирая нужные операции (виды обработки) из типового техпроцесса, пользователь составляет производственные маршруты (последовательность обработки) для всех новых деталей собственного изготовления (пример можно посмотреть в видеоролике);
- при необходимости, полученные таким образом маршрутные техпроцессы уточняются: добавляются нужные материалы, нормируется трудоёмкость и т.п.
Учёт работ в производстве в данном случае, обычно, ведётся не отдельно по маршруту изготовления каждой детали, а более укрупнённо, по задействованным постам. Как это выглядит, можно посмотреть в видеоролике.
Для того чтобы программа не создавала отдельно задание на обработку на определённом посту каждой детали, а сформировала одно общее задание на все детали комплекта, как раз и используется принцип применения при разработке маршрутов этих деталей одной и той же типовой операции.
Другими словами, если в маршруты обработки для двух или более деталей из одного комплекта (изделия) вы вставите одну и ту же операцию из типового техпроцесса, то для производства будет создано одно общее задание на обработку всех этих деталей. С общей трудоёмкостью и перечислением деталей, которые должны быть обработаны на данной операции для данного комплекта. Если же вы не будете использовать типовой техпроцесс (типовую операцию), а просто добавите в маршруты деталей одну и ту же операцию из справочника, то получите в итоге несколько разных заданий для производства – на каждую деталь отдельно.
Различие наглядно показано на Рис. 8 и Рис. 9 3.
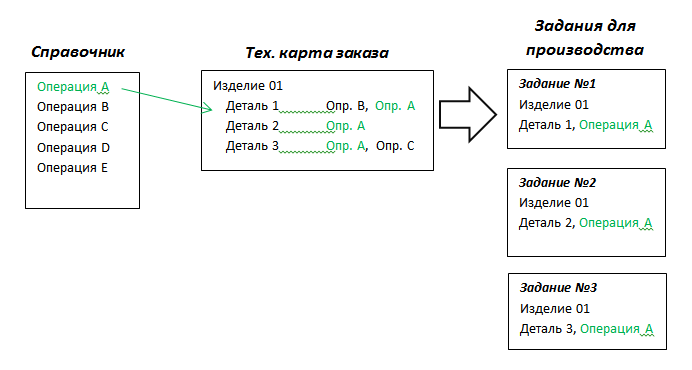 Рис. 8. Создание заданий
Рис. 8. Создание заданий
 Рис. 9. Создание заданий
Рис. 9. Создание заданий
В первом случае (Рис. 8) при составлении маршрутов деталей типовой техпроцесс не использовался, нужные операции были добавлены в маршрут из справочника. При генерации заданий для производства, несмотря на то, что детали относятся к одному комплекту, на обработку каждой из них будет сформировано отдельное задание.
Во втором случае (Рис. 9), в отличие от предыдущего варианта, при составлении маршрутов для деталей была применена одна и та же типовая операция (из типового техпроцесса). Поэтому для производства будет сформировано одно общее задание на обработку всех этих деталей.