Требования к данным при описании техпроцесса
Техническое руководство для администраторов VOGBIT. Основные правила описания технологических процессов в базе данных VOGBIT: используемые типы связей, параметры, некоторые нюансы, которые следует учитывать при описании техпроцесса. Руководство предназначено для администраторов и продвинутых пользователей, которые хотят редактировать информацию о техпроцессе в VOGBIT напрямую, средствами доступными администратору, не используя специализированные режимы Технология и Технология подробно
Техническое руководство для администраторов VOGBIT. Основные правила описания технологических процессов в базе данных VOGBIT: используемые типы связей, параметры, некоторые нюансы, которые следует учитывать при описании техпроцесса. Руководство предназначено для администраторов и продвинутых пользователей, которые хотят редактировать информацию о техпроцессе в VOGBIT напрямую, средствами доступными администратору, не используя специализированные режимы Технология и Технология подробно.
Данное руководство предназначено, в первую очередь, для администраторов системы VOGBIT и содержит основные требования к порядку описания в VOGBIT технологических процессов изготовления продукции. Какие типы связей должны использоваться, какие параметры, некоторые рекомендации относительно содержания техпроцессов. Следование приведённым инструкциям обеспечит корректность работы различных модулей VOGBIT с вашими исходными данными, в том числе, если вы будете вводить данные о техпроцессе напрямую в базу данных VOGBIT (например, через стандартный режим Компоненты), не используя специализированные режимы для работы с техпроцессами (Технология и Технология подробно).
В таблице перечислены основные типы связей, которые следует использовать при описании технологического процесса в системе.
| Тип связи | Уникальный идентификатор | Примечание |
|---|---|---|
| Технологический процесс | LT_ManProcess | При ручном создании ТП (коллекции компонентов) используйте для техпроцессов только такой тип связи. |
| Материал | LT_Material |
Норму расхода материала или комплектующих следует указывать в поле «Количество». Не забудьте правильно указать единицу измерения. |
| Вспомогательный материал | LT_AuxMaterial | |
| Комплектующие | LT_Used_Part | |
| Операция | LT_Operation | Номер операции следует указывать в поле «Номер». |
| Переход | LT_Step | Текст перехода следует писать в поле «Комментарий» |
| Инструмент | LT_Tools | |
| Оборудование | LT_Equipment | Позиция, указанная с таким видом связи используется только для печати отчётов (технологических карт). Для планирования производства ключевой информацией является место выполнения операции и пост. |
На Рис. 1 показано, как выглядит в VOGBIT техпроцесс изготовления изделия, если просматривать его не в специализированном режиме для конечных пользователей (Технология или Технология подробно), а доступными администратору средствами для произвольного редактирования информации в базе данных VOGBIT (на рисунке - режим Компоненты).
 Рис. 1. Пример подробно описанного техпроцесса, как он выглядит непосредственно в БД
Рис. 1. Пример подробно описанного техпроцесса, как он выглядит непосредственно в БД
В этом разделе приводится информация, которую следует учитывать, если вы редактируете описание техпроцесса напрямую в базе данных VOGBIT, в обход пользовательских режимов Технология и Технология подробно.
Место выполнения для технологической операции должно быть указано обязательно. Для этого к операции добавляется связанный объект-подразделение (производственный участок). Тип связи LT_Place. Место выполнения для операции может быть задано:
- В справочнике
- В типовом ТП
- В конкретном техпроцессе
Если место выполнения для операции указано в справочнике или в типовом ТП, то в конкретных техпроцессах, где используется данная операция, место выполнения для неё уже можно не задавать. Но при необходимости его можно переопределить, указав для этой операции другое место выполнения только в конкретном техпроцессе.
 Рис. 2. Операция всегда выполняется на конкретном участке и посту
Рис. 2. Операция всегда выполняется на конкретном участке и посту
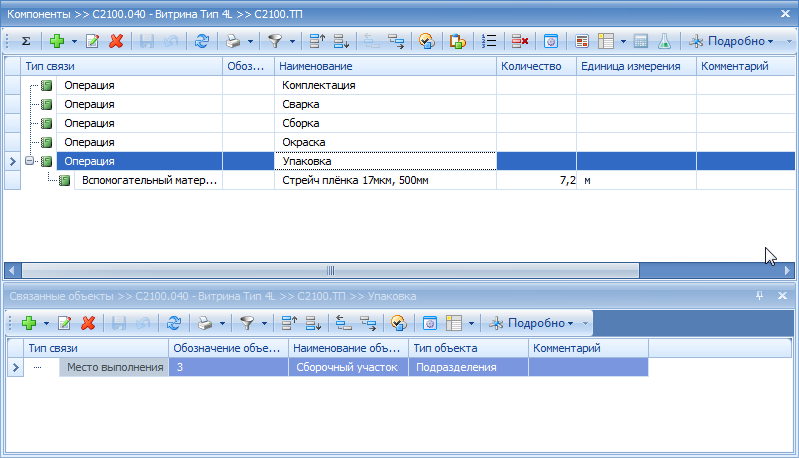 Рис. 3. Место выполнения операции в техпроцессе конкретного изделия
Рис. 3. Место выполнения операции в техпроцессе конкретного изделия
При необходимости в техпроцессе может быть сразу указан и пост (производственный ресурс), на котором должна выполняться операция в производстве. Указание поста для операции имеет смысл только если:
- вы используете VOGBIT для ежедневного планирования, контроля и учёта работ непосредственно на производственных участках;
- вы используете в VOGBIT уровень учёта «высокий» или «максимальный».
Назначение конкретного поста для выполнения операции позволяет в дальнейшем облегчить оперативное планирование работ и избежать возможных ошибок. Конкретный пост для операции в техпроцессе следует указывать только, если это единственно возможный пост, где эта операция должна выполняться. Если операция может выполняться на нескольких разных постах, то ни один из них не нужно указывать в ТП. Достаточно указать только место выполнения (участок), а пост будет определён для конкретной партии изделий в дальнейшем, при оперативном планировании. Для работы модуля расчёта плановой загрузки производства для операции в техпроцессе может быть указан Возможный пост – один из постов, где может выполняться операция. Возможных постов для операции может быть указано несколько.
Чтобы задать конкретный пост, выберите его в справочнике «подразделения» и добавьте к операции, как связанный объект. Тип связи используйте «Производственный ресурс» (LT_Unit). По аналогии с местом выполнения можно задать пост для операции в справочнике, в типовом техпроцессе или в конкретном техпроцессе. Для того чтобы задать возможный пост используйте тип связи «Возможный производственный ресурс» (LT_P_Unit).
Внимание: данный пункт имеет силу только, если Вы используете пооперационное нормирование. При укрупнённом нормировании время выполнения отдельно для каждой операции не задаётся.
Время выполнения для технологических операций задаётся с помощью параметров (к компоненту «Операция» в техпроцессе), перечисленных в таблице. С точки зрения корректности расчётов и формирования заданий для производства можно задавать в техпроцессе время операции хоть в часах, хоть в минутах (либо в часах, либо в минутах). Корректность вывода значений в отчётах зависит от настройки конкретного бланка. Например, в бланке «МК 3.1118-82» по умолчанию для заполнения колонок используются только параметры «Тпз, час» и «Тшт, час».
Таблица 1. Параметры для указания трудоёмкости операции.
| Параметр | Уникальный код | Значение |
|---|---|---|
| Тпз, час | T_PREP_HOUR | Подготовительно-заключительное время в часах |
| Тшт, час | T_OPR_HOUR | Штучное время в часах |
| Тпз, мин | T_PREP_MIN | Подготовительно-заключительное время в минутах |
| Тшт, мин | T_OPR_MIN | Штучное время в минутах |
 Рис. 4. Трудоёмкость операции в техпроцессе при пооперационном нормировании
Рис. 4. Трудоёмкость операции в техпроцессе при пооперационном нормировании
При использовании пооперационного нормирования задания для производственных участков (для планирования и учёта работ в производстве) создаются только на основе тех операций технологического процесса, для которых указано штучное время. Если указать тип нормирования «пооперационный», но при этом не задать в техпроцессе Тшт ни для одной операции, то при нажатии «Создать задания» в режиме «График производства», для данного изделия не будет сформировано ни одного задания для производства. Если Тшт задано, но равно нулю, то задание сформируется, но с нулевой плановой трудоёмкостью.
Используя это свойство, при подробном описании технологических процессов можно легко разделить, какие операции являются значимыми с точки зрения заданий для производства (указать для них Тшт), а какие нужны в техпроцессе только для формирования документов - технологических карт (для таких не указывать Тшт).
Внимание: данный пункт имеет силу только, если Вы используете пооперационное нормирование. При укрупнённом нормировании подобная логика не используется.
Время выполнения технологической операции и количество указанных для неё материалов при различных расчётах берутся программой с учётом единицы нормирования. Единица нормирования указывается в полях «Количество» и «Единица измерения» для операции. Например, если указать для операции в этих полях «100 шт», то это означает, что заданные в ТП трудоёмкость и количество материала указаны на 100 деталей. Если ничего не указывать в полях «Количество» и «Единица измерения» для операции, то по умолчанию единица нормирования считается равной 1.
 Рис. 5. Использование единицы нормирования
Рис. 5. Использование единицы нормирования
Никогда не вводите никаких значений в поля «количество» и «единица измерения» для операций в техпроцессе, если вы не уверены, что правильно понимаете, как следует использовать единицу нормирования.
В техпроцессе в общем случае может быть произвольное количество записей с видом связи «Материал». Если таковых несколько, то для того, чтобы в технологической карте и других отчётах и формах правильно выводился основной материал заготовки, следует скопировать соответствующий компонент (строчку в техпроцессе) и добавить его в «Связанные объекты» к детали (к номенклатуре) с типом связи «Материал» (LT_Material).
Для вывода в технологических картах и других отчётах различных характеристик заготовки следует использовать для компонента «Материал» в техпроцессе следующие параметры:
| Параметр | Уникальный идентификатор | Тип |
|---|---|---|
| Код заготовки | MZ_KOD | String |
| Профиль и размеры | MZ_RZ | String |
| Количество деталей из заготовки | MZ_KDZ | Float |
| Масса заготовки | MZ_MZ | Float |
| Твердость | MZ_HRC | Float |
Масса детали, которая выводится в технологической карте, берётся из значения параметра «Масса, кг» (P_Mass_kg, тип Float) детали (параметр номенклатуры).
 Рис. 6. Материал заготовки в техпроцессе с указанием нормы расхода и параметров заготовки
Рис. 6. Материал заготовки в техпроцессе с указанием нормы расхода и параметров заготовки
Для того чтобы в комплекте технологических документов сразу выводились ФИО разработчика, проверяющего, начальника ТБ и т.п. к техпроцессу (к коллекции компонентов) должны быть добавлены, как связанные объекты, сотрудники из справочника VOGBIT «Работники». Типы связей должны использоваться указанные в таблице:
| Тип связи | Графа в документации |
|---|---|
| Разработал | LT_Creator |
| Проверил | LT_Inspector |
| Нормоконтроллер | LT_Checker |
| Утвердил | LT_Approver |
| Нормировал | LT_RateSetter |
| Метролог | LT_Metrologist |
| Главный инженер | LT_ChiefEngineer |
| Главный технолог | LT_CPE |
| Начальник ТБ | LT_PCOSupervisor |
 Рис. 7. Информация для заполнения штампа в бланке технологической карты
Рис. 7. Информация для заполнения штампа в бланке технологической карты