Настройки для конфигурации VOGBIT "Производство"
Данное руководство предназначено для администраторов системы VOGBIT и содержит список и краткое описание используемых различными модулями программы параметров, типов связей, статусов, настроечных констант.
Данное руководство предназначено для администраторов системы VOGBIT и содержит список и краткое описание используемых различными модулями программы параметров, типов связей, статусов, настроечных констант.
С его помощью вы сможете:
- проверить, все ли используемые параметры, типы связей, статусы и служебные номенклатурные позиции заведены в вашей рабочей базе данных, и при необходимости добавить недостающие;
- используя предусмотренные для этого возможности гибко настраивать VOGBIT с учётом специфики своего предприятия. Например, выбирать детальность учёта производства, изменять используемый тип нормирования трудоёмкости и т.п.;
- настроить "с нуля" пустую базу данных VOGBIT для корректной работы с ней различных модулей программы.
Руководство рассчитано на специалистов, хорошо знающих ПО VOGBIT и свободно владеющих как основными режимами для конечных пользователей, так и общесистемными функциями, например, работа со справочниками, коллекциями компонентов, связанными объектами и т.п.
Руководство рекомендуется использовать, как справочное, при необходимости обращаясь к нужному разделу.
| Обозначение | Уникальный идентификатор | Комментарий |
|---|---|---|
| 1. Не включено в план | ST_MAN_1 | Используется для отслеживания хода производства |
| 2. Включено в план | ST_MAN_2 | |
| 3. Выдано | ST_MAN_3 | |
| 4. Выполняется | ST_MAN_4 | |
| 5. Выполнено | ST_MAN_5 | |
| 6. Завершено | ST_MAN_6 | |
| В разработке | ST_Designing | Используется для определения состояния производственного заказа (технологической карты) |
| В работе | ST_InWork | |
| Закончено | ST_Completed | |
| Не действует | ST_Invalid | Используется, чтобы отключить применение ненужных версий конструкторских спецификаций или ТП |
| Действует | ST_Valid | |
| Приостановлено | ST_MAN_0 | |
| Отменено | ST_MAN_00 |
| Обозначение | Наименование | Комментарий |
|---|---|---|
| Рабочий | R_Worker | |
| Наладчик | R_Adjuster | Используется терминалом для участков ЧПУ (тип 4) |
В современных версиях VOGBIT пользователю не обязательно самостоятельно добавлять в базу данных нужные для работы программы параметры, типы связей, настроечные номенклатурные позиции и др.
В комплект стандартной поставки VOGBIT входит специальная утилита для администратора, которая проверяет наличие в базе данных всей необходимой информации (параметры, типы связей, настроечная номенклатура) и автоматически добавляет всё недостающее.
Для запуска этой утилиты выберите в меню Настройка -> Проверка настроек.
 Рис. 1.
Рис. 1.
Никаких сообщений при нажатии на Проверка настроек программа не выдаёт. Достаточно нажать один раз, чтобы утилита автоматически проверила и при необходимости добавила в базу данных всё недостающее.
Стандартные базы данных из дистрибутива VOGBIT после развертывания сразу полностью готовы к работе в соответствии с требованиями текущей версии программы. В случае установки вышедших обновлений на уже существующую, ранее созданную базу данных, рекомендуется после обновления один раз запустить утилиту Проверка настроек.
Для хранения значений некоторых общих настроек системы используется номенклатурная позиция VGB_COMMON_SETTINGS (категория "Вспомогательные данные"). Данная позиция обязательно должна присутствовать в справочнике Номенклатура.
Должны быть заведены производственные участки и производственные ресурсы (посты).
Производственные ресурсы (Посты), относящиеся к участку, добавляются к нему, как связанные объекты, тип связи: LT_Unit.
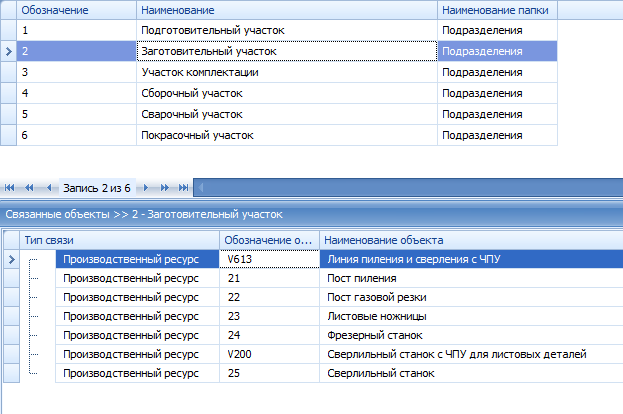 Рис. 2.
Рис. 2.
Для работы редактора смен и распределения заданий на смены должны быть:
- заведены Работники ( в справочнике Сотрудники);
- для каждого работника может быть задан параметр VGB_WORK_SKILL - уровень его квалификации (необязательно);
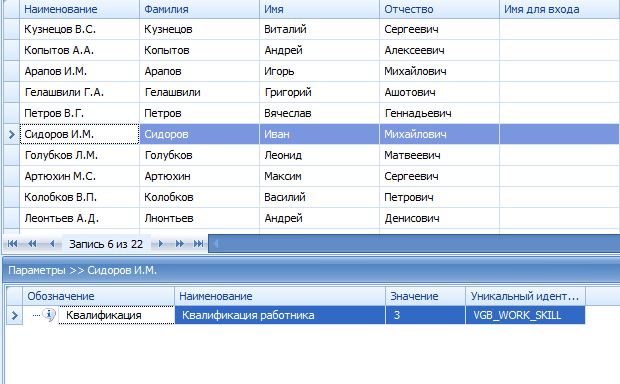 Рис. 3.
Рис. 3.
- для производственных участков в режиме Сотрудники подразделения должны быть указаны рабочие - сотрудники этого участка;
- при использовании автоматической коррекции плановой трудоёмкости работ в зависимости от квалификации исполнителей, для каждого производственного участка должны быть заведена таблица поправочных коэффициентов. В таблице указывается: параметр VGB_WORK_SKILL - квалификация работника (при нескольких работниках в смене берётся лучшая (минимальная по значению)), параметр VGB_FACTOR - значение поправочного коэффициента для данной квалификации:
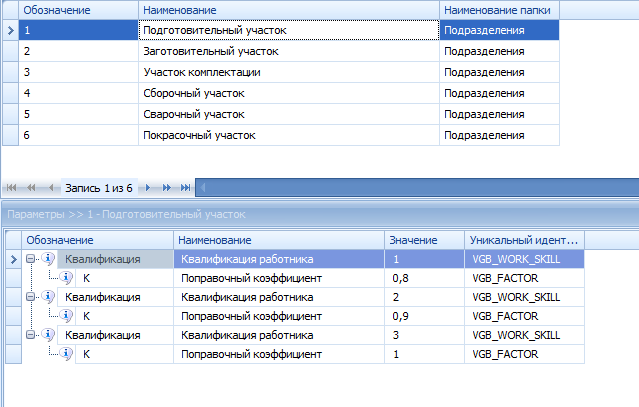 Рис. 4.
Рис. 4.
При выдаче сменных заданий и отметке об их выполнении, когда на одном посту в одну смену работают несколько работников, возможны два способа выдачи и закрытия заданий:
- индивидуальная работа - хотя на одном посту и работают в смену несколько человек, каждый из них трудится самостоятельно. Каждое задание выдаётся конкретному человеку из смены. При приёмке выбирается сотрудник, и принять можно только одно из заданий выданных персонально ему. Все отработанные часы по заданию записываются на одного исполнителя (рабочего).
- совместная работа - считается, что все задания в течение смены рабочие на данном посту выполняют совместно. При выдаче или приёмке задания не нужно указывать конкретного работника. Нормочасы (трудоёмкость задания) по умолчанию распределяются между всеми работниками смены поровну.
По умолчанию (без каких-либо настроек) считается, что работа на посту выполняется индивидуально. Если вы хотите настроить "совместную работу", то выберите в справочнике "Подразделения" соответствующий пост и добавьте к нему параметр VGB_TEAM_WORK, значение = True. Также, с помощью параметра VGB_MAX_WORKERS (целое число) можно задать для соответствующего поста максимальное количество работников в составе одной смены (см. рисунок).
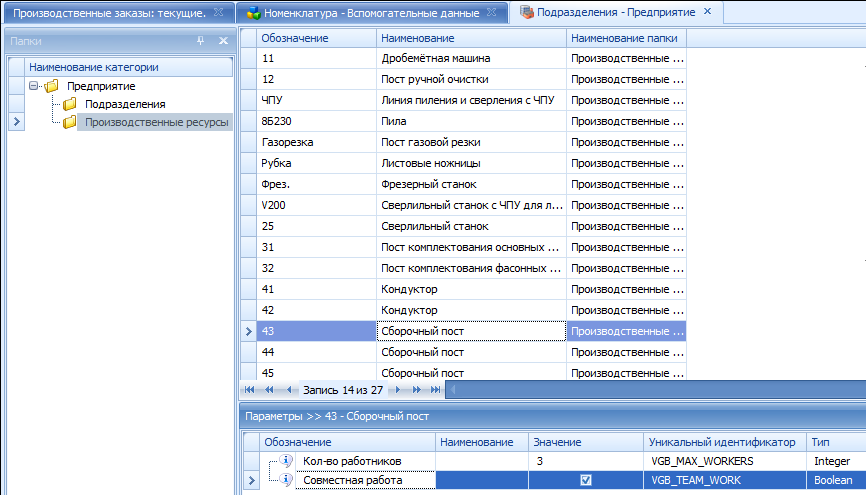 Рис. 5.
Рис. 5.
В обоих случаях (индивидуальная работа или совместная) при приёмке заданий есть возможность вручную откорректировать исполнителя(ей) и фактически закрываемые часы с помощью функции "Выполнение" (в окне работы со сменным заданием).
Для хранения настроек Редактора смен и ряда других модулей программы используется специальная номенклатурная позиция с обозначением VGB_SHIFT_PLANNING.
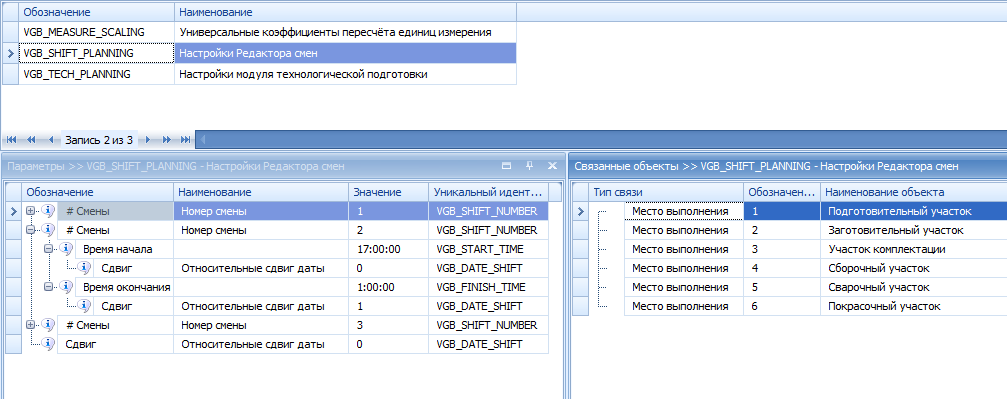 Рис. 6.
Рис. 6.
В качестве связанных объектов к номенклатурной позиции VGB_SHIFT_PLANNING из общего списка подразделений добавляются те, которые считаются производственными (участками/цехами), вид связи: LT_Place. Из этого перечня можно будет выбирать Подразделение в редакторе смен. Кроме того, в режиме "Загрузка" при выборе постов (производственных ресурсов) для отображения в списке будут показываться только посты, относящиеся к соответствующим подразделениям.
С помощью дерева параметров (к номенклатурной позиции )указывается:
- Возможное значение для Номера смены
- Время начала и окончания смены
- Сдвиг (в днях) времени начала и окончания смены относительно даты смены (например, вторая смена начинается в 17:00 того же дня, что и дата смены, а заканчивается в 01:00, но уже следующего дня (т.е. сдвиг = 1))
Используются параметры: VGB_SHIFT_NUMBER (выбор из списка числовых значений), VGB_START_TIME (время), VGB_DATЕ_SHIFT (число) и VGB_WORK_TIME (число).
Параметр VGB_DATЕ_SHIFT для самой номенклатуры VGB_SHIFT_PLANNING используется, чтобы задать период по умолчанию, который устанавливается при запуске режимов "Редактор смен" и "Загрузка". В качестве минимального и максимального значения параметра задаётся сдвиг в днях относительно текущего числа.
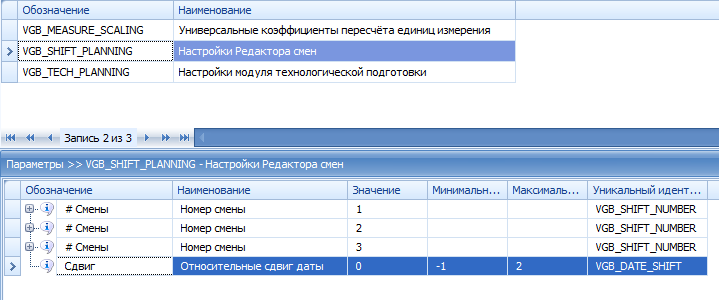 Рис. 7.
Рис. 7.
Для каждой смены можно задать рабочее время (количество часов) по умолчанию. Это делается с помощью параметра VGB_WORK_TIME, как показано на рисунке.
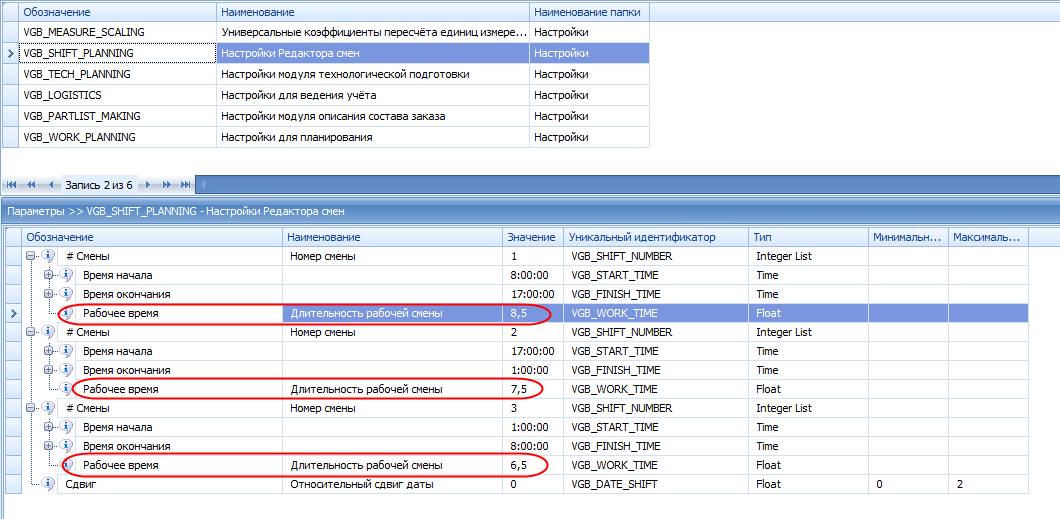 Рис. 8.
Рис. 8.
Если параметр не задан или его значение некорректно (отрицательное или 0), то по умолчанию рабочее время для смены устанавливается равным 8 ч.
Если необходимо изменить рабочее время для одного работника в конкретной смене (сверхурочная работа и т.п.), то это можно сделать, изменив соответствующее значение прямо в карточке работника в окне редактирования смены.
Для сохранения смен по всем постам на день (сохранённые смены) программа использует специальную настроечную номенклатуру с обозначением VGB_DEFAULT_SHIFT. Чтобы иметь возможность сохранять смены любого дня как шаблон, достаточно завести такую номенклатурную позицию в категории "Вспомогательные данные".
Для хранения настроек, связанных со складским учётом, используется специальная номенклатурная позиция VGB_LOGISTICS. Сама номенклатура обязательно должна быть заведена в БД, указывать связанные объекты не обязательно.
При наличии в организации нескольких разных складов и, соответственно, нескольких разных ответственных лиц, можно настроить в VOGBIT для пользователя доступ только к какому-то конкретному складу (или к нескольким).
В справочнике Сотрудники выберите нужного пользователя. К нему добавьте в качестве связанных объектов подразделения - склады, к которым он должен иметь доступ (один или несколько). Используйте тип связи Доступный склад (LT_Warehouse_Allow).
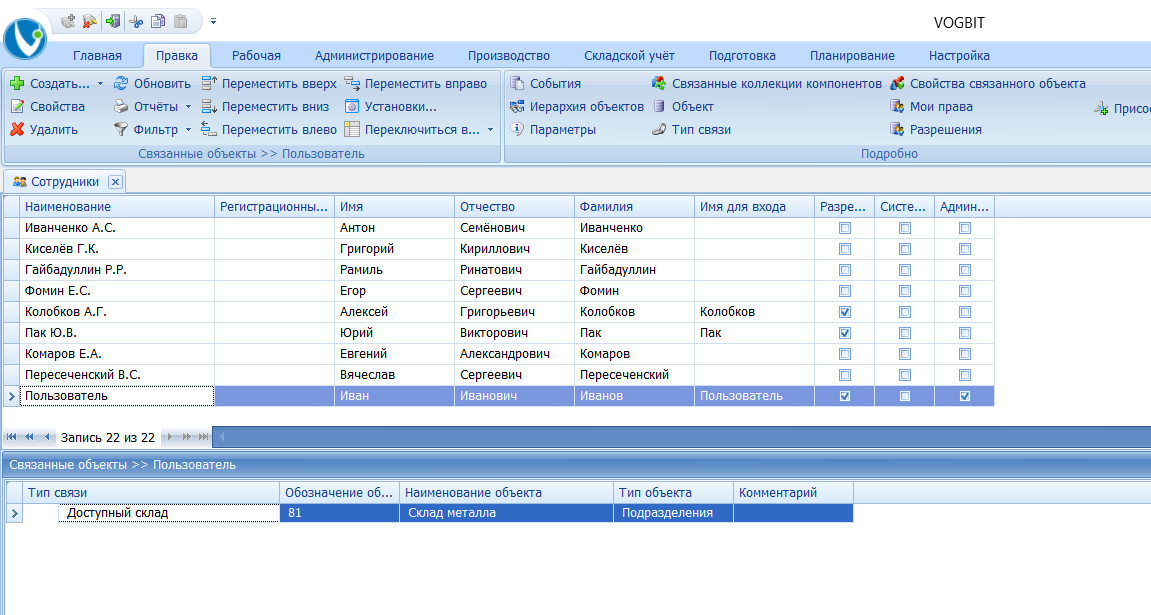 Рис. 9.
Рис. 9.
Если для пользователя таким образом указан "доступный склад", то этот пользователь сможет производить складские операции (приход, расход, возврат) только для этого склада, а также просматривать "остатки" и "обороты" только для указанного склада. "Доступных складов" можно назначить несколько для одного пользователя.
Если "доступные склады" для пользователя не указаны, то никаких ограничений по выполнению складских операций и просмотру соответствующей информации для этого пользователя нет. Он может выполнять в программе приход или расход для любого слада, просматривать остатки и обороты по всем складам.
Доступ к возможности в принципе использовать режимы и функции подсистемы складского учёта настраивается при помощиконфигурации пользователя.
Если на предприятии одинаковые материалы или изделия (одна и та же номенклатура) хранятся на нескольких складах, то можно настроить для каждого производственного участка "приоритетный" склад, с которого должен подаваться материал/комплектующие на данный участок. Для этого следует добавить в справочнике Подразделения к участку в качестве связанного объекта соответствующий склад с типом связи Поставщик (LT_Sender).
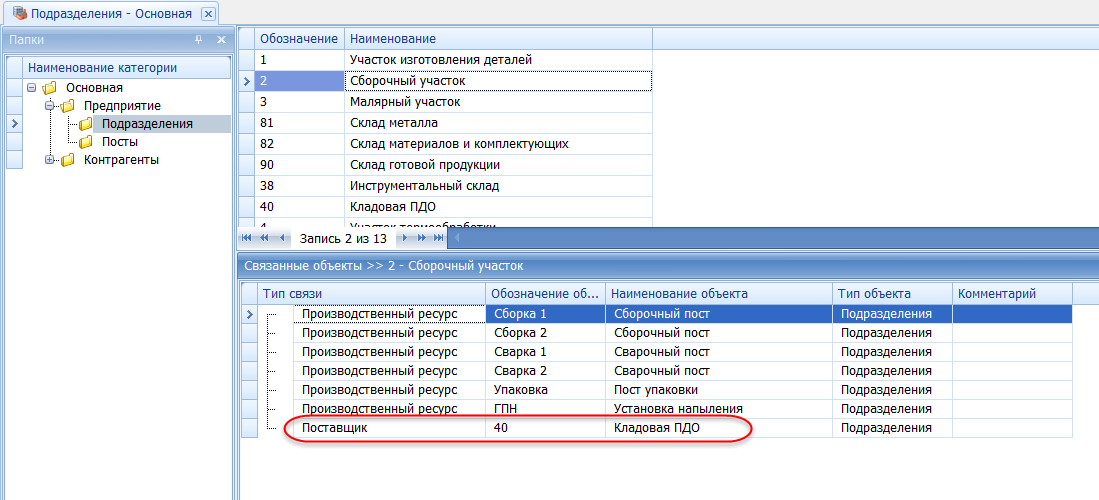 Рис. 10.
Рис. 10.
В таком случае, если материал числится на нескольких складах, то при формировании ЛЗК для получения этого материала на данных участок, программа по умолчанию будет формировать ЛЗК на указанный склад.
Если для участка не задан "приоритетный" склад, то по умолчанию ЛЗК будет сформирована на тот склад, куда по данным системы последний раз поступал соответствующий материал.
При необходимости в каждом конкретном случае (непосредственно перед формированием ЛЗК в режиме Расчёт потребности) можно вручную указать, откуда следует получить материал.
Если на предприятии существует один склад готовой продукции, то можно выполнить в программе соответствующую настройку для того, чтобы при создании накладной о передаче продукции из производства на склад, не нужно было каждый раз выбирать "получателя" (склад готовой продукции).
Для этого следует добавить к настроечной номенклатурной позиции VGB_LOGISTICS Настройки для ведения учёта в качестве связанного объекта подразделение - склад готовой продукции. Тип связи при этом нужно использовать "Место хранения" (идентификатор - LT_Storehouse).
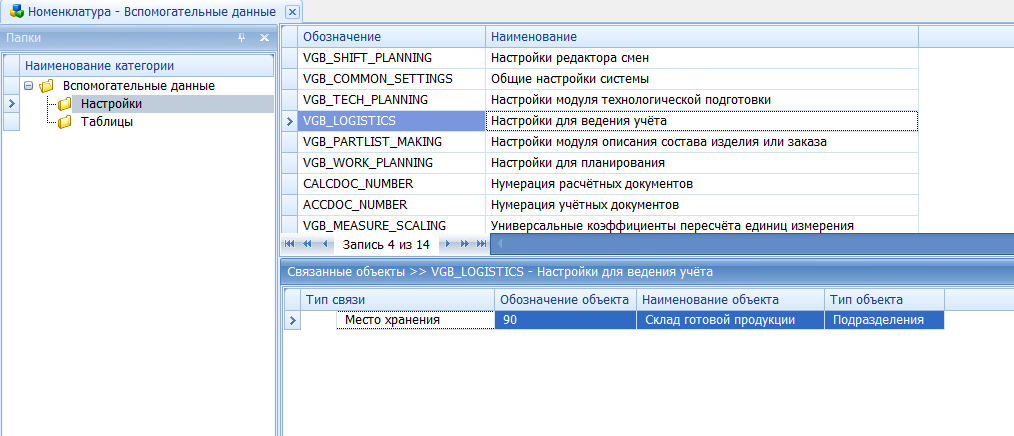 Рис. 11.
Рис. 11.
Если на предприятии существует несколько разных складов продукции - например, склад ПДО, где хранятся готовые детали для последующего использования сборочным цехом, и склад готовой продукции, которую уже отгружают заказчикам, то можно настроить "склад по умолчанию" отдельно для каждого участка производства. Т.е. какой из складов будет по умолчанию подставляться, как "получатель", при создании накладной о передаче изделий на склад с соответствующего участка производства. Для этого следует в справочнике Подразделения добавить к участку в качестве связанного объекта склад (подразделение), на который по умолчанию сдаются детали с данного участка. Тип связи использовать "Место хранения" (идентификатор - LT_Storehouse).
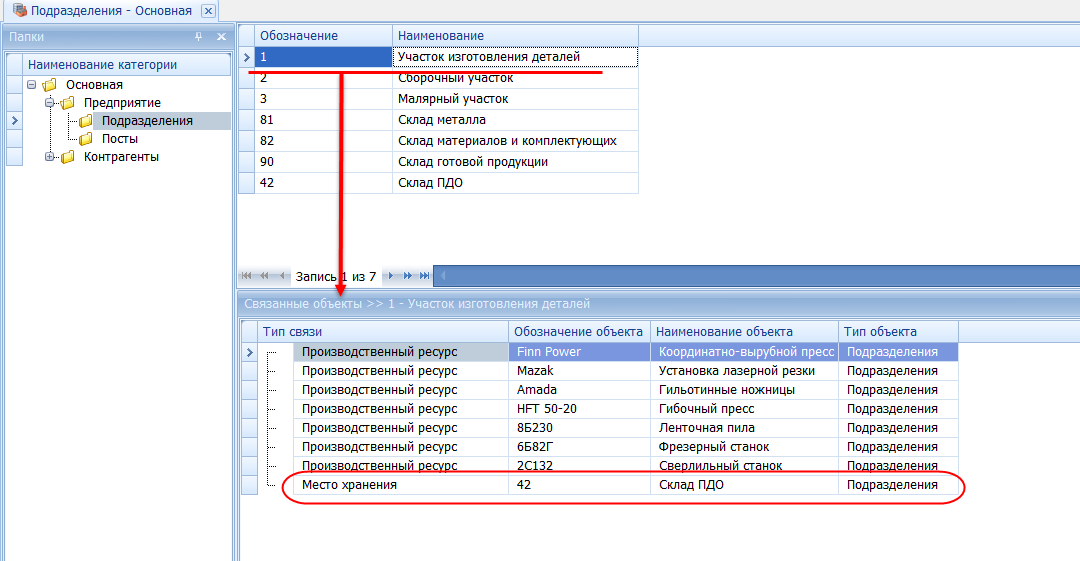 Рис. 12.
Рис. 12.
Если "Склад по умолчанию" для конкретного участка не задан, то при оформлении накладной о передаче продукции на склад с этого участка, по умолчанию будет подставлен в качестве "получателя" склад, указанный, как "склад готовой продукции" (см. выше - связанный объект для настроечной номенклатуры VGB_LOGISTICS Настройки для ведения учёта).
Если последний также не настроен, то каждый раз при создании накладной о передаче продукции на склад, пользователь должен будет сам выбирать "получателя" из справочника Подразделения.
Возможность "упрощённой" сдачи готовой продукции на склад предусмотрена для небольших производственных предприятий или отдельных подразделений, где процедура сдачи-приёмки изделий из производства на склад не чётко формализована, и отсутствует специальный сотрудник (кладовщик) осуществляющий приёмку готовой продукции из производства.
Стандартный вариант работы предполагает, что по команде руководителя или сотрудника производства в программе создаётся электронная накладная о передаче изделий на склад, а затем кладовщик, сверив переданную продукцию по номенклатуре и количеству с указанной в накладной, подтверждает приёмку на склад.
Упрощённый вариант подразумевает, что при создании из режима "График производства" накладной о передаче изделий на склад не требуется дополнительного подтверждения от кладовщика. После создания накладной, перечисленные в ней изделия сразу же приходуются на склад.
Для включения упрощённого режима сдачи готовой продукции на склад в рамках всей системы нужно добавить к настроечной номенклатуре VGB_LOGISTICS Настройки для ведения учёта параметр Тип (Целое число, идентификатор VGB_Type) со значением 1.
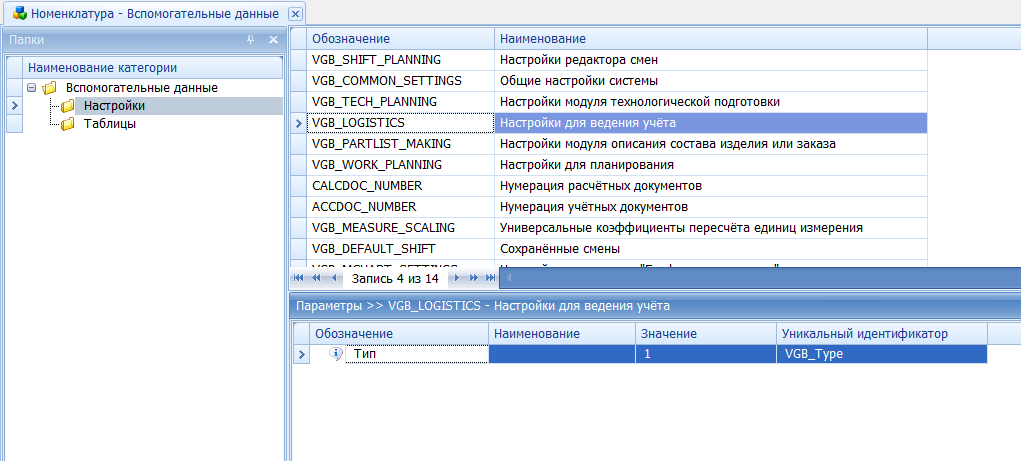 Рис. 13.
Рис. 13.
Если у настроечной номенклатуры VGB_LOGISTICS Настройки для ведения учёта отсутствует параметр Тип (VGB_Type), или его значение равно 0, то в рамках всей системы в целом упрощённый вариант сдачи на склад считается отключенным. Т.е. после создания накладной о передаче изделий из производства на склад, чтобы соответствующие изделия появились на складе, требуется подтверждение кладовщика.
Существует также возможность включить режим "упрощённой" сдачи на склад только для отдельных подразделений (складов). Чтобы при сдаче в программе продукции из производства на один "склад" подтверждение кладовщика требовалось, а при сдаче на другой "склад" - не требовалось.
Чтобы включить "упрощённую сдачу на склад" только для одного конкретного подразделения:
- Упрощённая сдача на склад в рамках всей системы должна быть выключена (см. выше - у номенклатуры VGB_LOGISTICS Настройки для ведения учёта параметр Тип (VGB_Type) отсутствует, или его значение равно 0);
- К складу (подразделению), при сдаче на который должен использоваться "упрощённый режим", нужно добавить параметр Тип (VGB_Type) со значением 1.
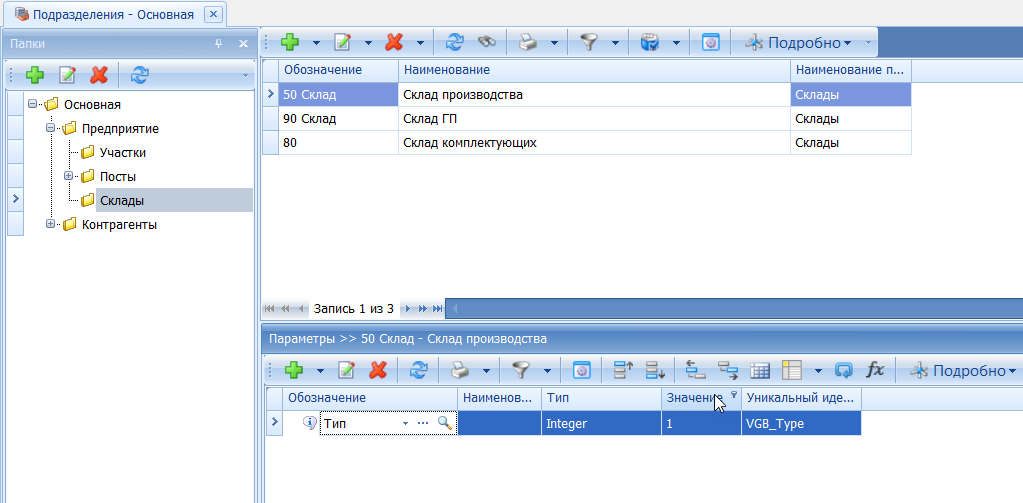 Рис. 14.
Рис. 14.
С помощью специального параметра VGB_BatchQuantityCheck_OFF (Логическое значение) можно отключить проверку на превышение количества изделий в партии при оформлении сдачи на склад. Если параметр (со значением =True) добавлен к настроечной номенклатурной позиции VGB_LOGISTICS, то проверка считается отключённой для любой номенклатуры. Можно также отключить проверку и только для конкретной номенклатурной позиции, добавив к ней соответствующий параметр в справочнике.
Если проверка НЕ отключена (по умолчанию), то программа не позволит оформить сдачу продукции на склад, если в результате общее количество изделий (с учётом партии) на складе окажется больше, чем количество в соответствующем производственном заказе (нельзя сдать на склад больше, чем изготавливается).
Возможно и наоборот, ужесточить проверку количества изделий по накладной при сдаче на склад. В стандартном варианте проверяется, что изделий из одной партии одномоментно не может числиться на складах предприятия больше, чем всего изделий в этой партии. Более жёсткая проверка дополнительно устанавливает ограничение, что каждое отдельное изделие из партии можно сдать на склад не более одного раза. Для включения "жёсткой" проверки нужно добавить к настроечной номенклатурной позиции VGB_LOGISTICS специальный параметр VGB_BatchQuantityStrongCheck со значением True. Для отключения "жёсткой" проверки, соответственно, удалить этот параметр у номенклатуры VGB_LOGISTICS или поставить его значение равным False.
По умолчанию оформить в программе сдачу продукции из производства на склад можно с любого поста, где выполняется обработка соответствующей партии изделий. Существует возможность включить дополнительное ограничение, что продукция может сдаваться на склад только после завершения её обработки. При включённом ограничении функция оформления сдачи на склад будет доступна только на том посту, где выполняется последнее задание из связанных с изготовлением партии изделий. Чтобы включить указанное ограничение (сдавать на продукцию склад можно только после выполнения последней операции) следует добавить к настроечной номенклатуре VGB_LOGISTICS специальный параметр VGB_FinalTaskCheck_ON (Логическое значение) со значением True. Значение параметра VGB_FinalTaskCheck_ON номенклатурной позиции VGB_LOGISTICS равное False или отсутствие такого параметра соответствует отключенному ограничению (сдавать на склад можно с любого поста).
Для нумерации автоматически создаваемых программой документов (накладные поставщиков, приходные ордера, расходные накладные) используются две настроечных номенклатурных позиции и специальный параметр.
В номенклатурном справочнике (категория "Вспомогательные данные") должны быть заведены позиции с обозначением:
- CALCDOC_NUMBER - для нумерации расчётных документов;
- ACCDOC_NUMBER - для нумерации учётных документов.
К каждой из них должен быть добавлен параметр FUTURE_NUMBER. Тогда следующий создаваемый расчётный/учётный документ получит номер равный значению параметра +1. Если указанные настройки не выполнены, то документу присваивается уникальное 18-тизначное цифровое обозначение.
Если нужно чтобы при расчёте обеспеченности остатки учитывались не по всем подразделениям, то нужно к настроечной номенклатуре VGB_LOGISTICS добавить в качестве связанных объектов те подразделения, остатки по которым должны учитываться в расчёте. Тип связи: LT_Acc_Point.
Если не привязано ни одного подразделения, то при расчёте обеспеченности остатки берутся по всем подразделениям.
Альтернативная единица измерения применяется в модулях, связанных со складским учётом, для того, чтобы вывести в ней общее количество разных объектов (например, материалов или изделий). В частности:
- в режиме Остатки: для отображения общего количества разных материалов или продукции на складе. Например - вес всего находящегося на складе металла в тоннах;
- в режиме Движение по складу: для отображения общего объёма заказа, количества отгруженной продукции и находящейся на складе. Например, общий вес в тоннах всех изделий в заказе и уже отгруженных.
- в режиме Склад ГП: для визуализации общего объёма продукции при составлении накладной на отгрузку. Например, чтобы контролировать общий вес продукции при составлении накладной на отправку одной машины с готовой продукцией.
Чтобы указать, какая единица измерения будет применяться в качестве Альтернативной ЕИ (общей единицы для измерения множества разных объектов) следует выбрать нужную единицу измерения в справочнике и добавить её, как связанных объект, к настроечной номенклатуре VGB_LOGISTICS (Настройки для ведения учёта). Тип связи использовать LT_Alternate_Measure (Альтернативная ЕИ).
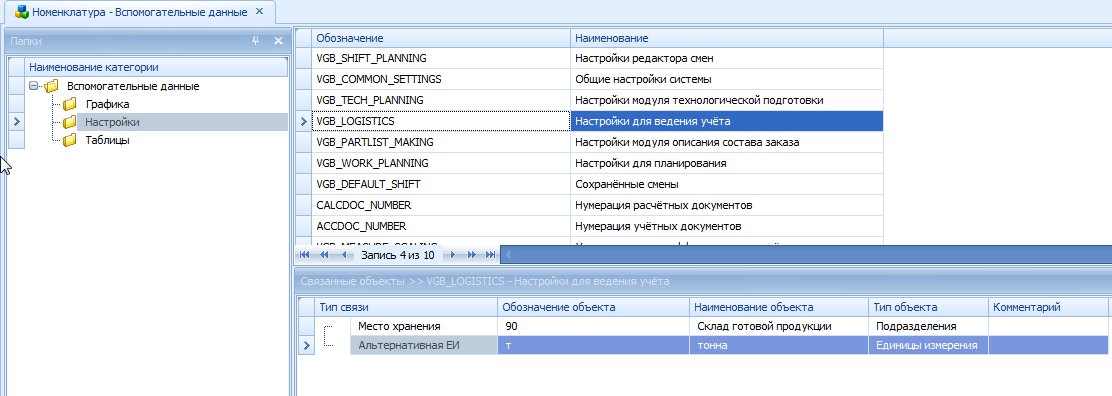 Рис. 15.
Рис. 15.
Кроме того, для корректного использования Альтернативной единицы измерения для всех соответствующих объектов (изделий, материалов т.п.) в базе данных должны быть заданы коэффициенты пересчёта из их базовых единиц измерения в альтернативную.
В настройке системы VOGBIT для производства металлоконструкций, в котором описанные возможности особенно актуальны, существует специальная функция генерации соответствующих коэффициентов пересчёта на основании заданной массы марок (параметр P_Mass_T) и процента на наплавленный металл (параметр VGB_svarka).
В режиме Заявки покупателей есть функция автоматического выделения цветом заявок, по которым подходит плановая дата отгрузки и при этом пока не всё отгружено. Оттенок цвета может быть от светло-жёлтого до тёмно-красного и изменяется для заявки автоматически с дискретностью один раз в день по мере приближения плановой даты отгрузки.
Имеется возможность настройки, за сколько дней до плановой даты отгрузки заявка должна начинать выделяться цветом в общем списке - так называемое, время предупреждения. Для этого следует добавить к настроечной номенклатуре VGB_COMMON_SETTINGS Общие настройки системы параметр Время предупреждения (VGB_WarningTime). В значении параметра указать время предупреждения в днях (за сколько дней заявки должны начинать выделяться цветом).
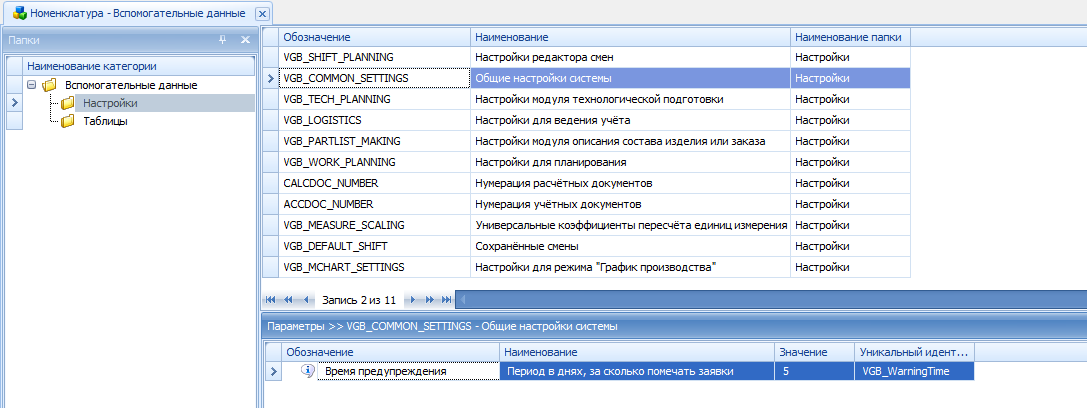 Рис. 16.
Рис. 16.
Если ничего не настраивать (не добавлять параметр VGB_WarningTime к номенклатуре VGB_COMMON_SETTINGS), то время предупреждения по умолчанию считается равным одному дню.
При создании документов-запросов на получение со склада необходимых покупных материалов и комплектующих (ЛЗК, Требований, Предварительных заявок) может быть установлена дата потребности в соответствующих ТМЦ (устанавливается для документа: ЛЗК, Требования или Заявки). По умолчанию, если нет других настроек, она будет установлена равной "дате" производственного заказа, к которому относится документ, или плановой дате окончания заказа на "Календарном плане", если таковая задана.
Предусмотрена также возможность устанавливать автоматически дату потребности раньше даты "заказа" на заданное число дней. Например, если в настройках задать "10" (дней), и плановую дату готовности производственного заказа установить "30 ноября", то при создании к этому заказу ЛЗК, Требования или Заявки дата для неё (когда нужно получить указанные в документе ТМЦ) по умолчанию будет установлена равной "20 ноября".
Количество дней, которое нужно по умолчанию отнимать от "даты заказа" при создании документа-запроса на получение со склада, задается с помощью параметра Время от комплектации (VGB_RequestTime) настроечной номенклатуры VGB_COMMON_SETTINGS Общие настройки системы.
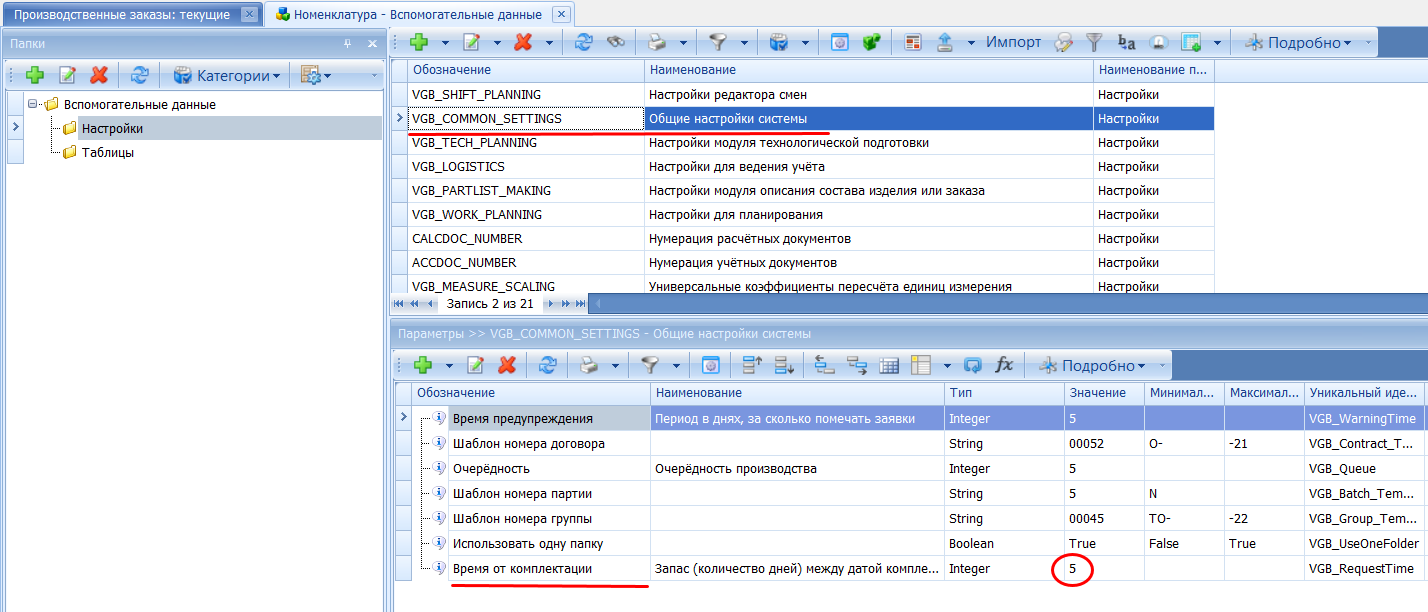 Рис. 17.
Рис. 17.
Значение параметра должно быть целым числом (количество дней).
Если у номенклатуры VGB_COMMON_SETTINGS Общие настройки системы нет параметра Время от комплектации (VGB_RequestTime), то при создании документа-запроса на получение со склада, дата для него будет по умолчанию устанавливаться равной "дате заказа".
Во всех случаях, если существуют плановые даты начала работ, заданные для конкретных позиций производственного заказа (деталей, сборочных единиц), то при создании связанного с деталью или сборочной единицей документа-запроса на получение со склада, дата его (потребности) будет устанавливаться равной плановой дате начала работ по изготовлению соответствующей детали или сборочной единицы. Независимо от других настроек.
Для включения складского учёта по группам следует добавить к настроечной номенклатуре VGB_ACCGROUPS Настройки учётных групп параметр Учёт по группам (идентификатор VGB_AccGroups_ON, тип Логическое значение) со значением True.
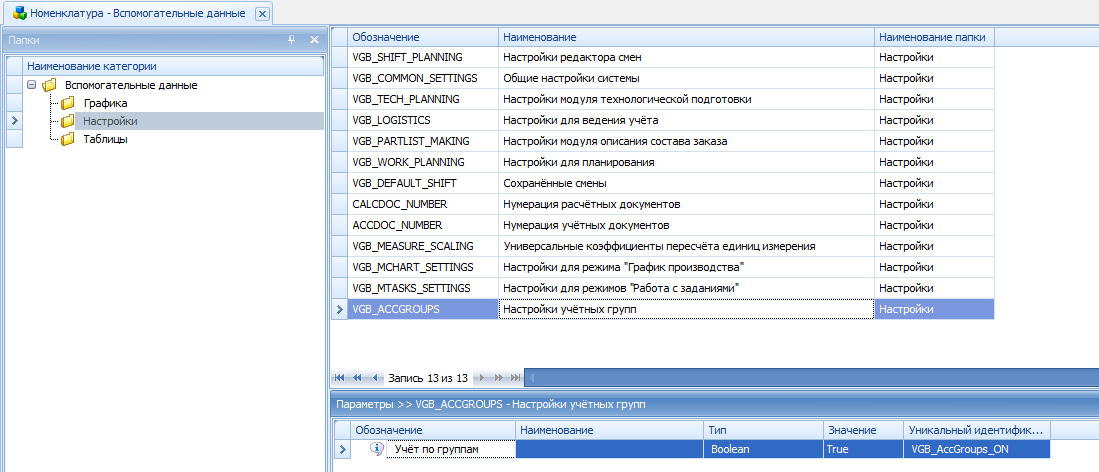 Рис. 18.
Рис. 18.
Если параметр Учёт по группам (VGB_AccGroups_ON) у настроечной номенклатуры VGB_ACCGROUPS отсутствует или имеет значение False, то учёт по группам считается выключенным (товарно-материальные ценности учитываются в программе без разделения на "учётные группы").
В модуле "Приход" подсистемы складского учёта в случае, когда по данным документа поставщика (накладной) цена за единицу поступившего товара получается не кратной 0.01 (получается цена с тремя и более знаками после запятой), программа предлагает пользователю на выбор два варианта дальнейших действий:
- не округлять цену, оставить в учётной системе "дробную" цену за единицу товара;
- не допускать появления в системе "дробных" цен (с более, чем двумя знаками после запятой), автоматически разделить для этого количество пришедшего товара на 2 части так, чтобы можно было поставить для одной из этих частей цену, отличающуюся на 0.01 от цены для другой части, и при этом общее количество и сумма совпадали с указанными поставщиком.
По умолчанию в подобной ситуации программа выдаёт сообщение (диалог) с возможностью выбора нужного варианта (делить количество пришедшего товара на две части или не делить).
Если на предприятии принята постоянная политика в отношении данного вопроса, то можно настроить в программе действие по умолчанию, чтобы программа не спрашивала каждый раз, а действовала в подобных случаях всегда одинаково, без вывода сообщения. Для этого следует добавить параметр с идентификатором VGB_Arrival_PriceCalc (тип Целое число) к настроечной номенклатуре VGB_LOGISTICS Настройки для ведения учёта.
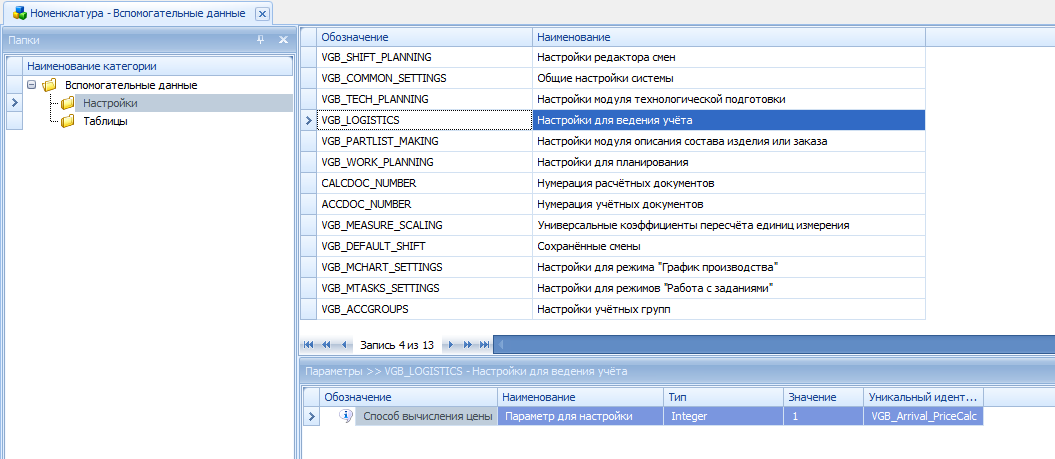 Рис. 19.
Рис. 19.
Значение параметра равное "1" означает, что цена за единицу в системе всегда будет получаться с количеством знаков после запятой не более двух, но при этом в случае необходимости программа разделит указанное поступившее количество материала на 2 части (с разницей цены за единицу в 0.01).
Значение данного параметра равное "2" означает, что указанное при оформлении прихода количество товара не будет делиться на несколько частей, но при этом допустимо, что цена за единицу может получаться с произвольным количеством знаков после запятой.
Если у настроечной номенклатуры VGB_LOGISTICS нет параметра VGB_Arrival_PriceCalc или его значение равно "0", то программа в случае появления вопроса с "дробной" ценой при приходе не будет самостоятельно предпринимать никаких действий и выдаст сообщение-запрос пользователю.
В программе предусмотрены несколько вариантов, как учитывать технологические потери при расчёте количества материала на изделие, заказ, задание и т.п. Например, в производстве типа машиностроения лучше всего будет сразу учитывать усреднённые потери в норме расхода материала, которая указывается отдельно на каждую деталь. В производстве, где изготавливается много простых деталей и практически без повторяемости этих деталей (например, производство строительных металлоконструкций) можно учитывать технологические потери не отдельно на каждую деталь, а в целом, уже при оформлении заявки на закупку или на получение материала на складе.
Для подобных случаев предусмотрена возможность, когда программа при формировании ЛЗК или Предварительной заявки на материалы из режима "Расчёт потребности" автоматически увеличивает в формируемом документе общее количество материала на заданный процент. Для этого следует добавить к материалу в справочнике Номенклатура параметр Коэффициент потерь (VGB_Loss_Factor) со значением равным коэффициенту, на который нужно умножать количество материала при добавлении такого материала в ЛЗК или заявку.
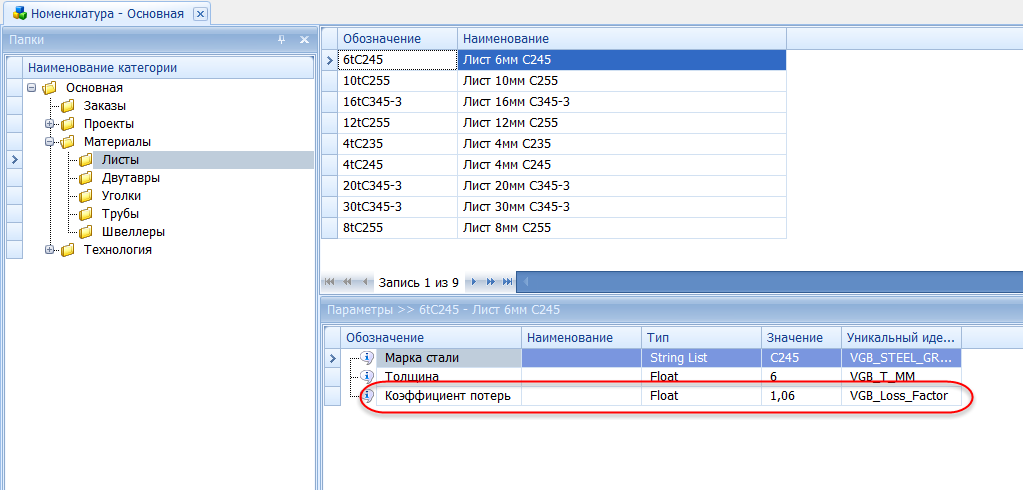 Рис. 20.
Рис. 20.
Например, заданный для материала параметр Коэффициент потерь со значением 1.06 означает, что при формировании ЛЗК количество такого материала в ней будет увеличено на 6% относительно рассчитанного в режиме "Расчёт потребности".
Настройка учёта деталей и узлов собственного изготовления при расчёте потребности (формировании ЛЗК)
При выполнении "расчёта потребности" возможны два разных варианта, каким образом при этом учитываются детали и сборочные единицы собственного изготовления необходимые для сборочных операций. Выбор варианта настраивается с помощью параметра Детали в ЛЗК (VGB_ReqCalcParts) настроечной номенклатурной позиции VGB_COMMON_SETTINGS Общие настройки системы.
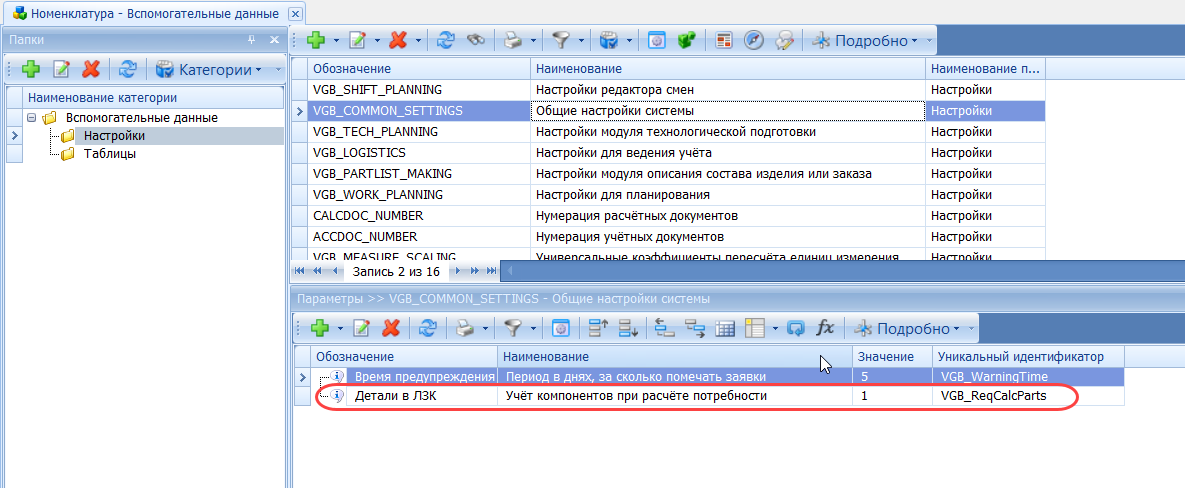 Рис. 21.
Рис. 21.
Если у номенклатуры VGB_COMMON_SETTINGS нет параметра Детали в ЛЗК (VGB_ReqCalcParts) или его значение равно нулю, то при расчёте потребности действует следующая логика: детали (сборочные единицы), указанные в техпроцессе как комплектующие для сборочной операции, НЕ включаются в результаты расчёта (и, соответственно, в Лимитно-заборную карту), если такие же детали (сборочные единицы) есть в составе этого же производственного заказа или спецификации. Т.е. считается, что эти детали (сборочные единицы) изготавливаются в рамках этого же заказа (изделия) и передаются изготовленные на сборку, поэтому их не нужно включать в заявку на получение со склада. Количество деталей в карте заказа (спецификации) в данном случае никак не проверяется, считается, что пользователь сам контролирует этот момент.
Если значение параметра Детали в ЛЗК (VGB_ReqCalcParts) равно единице, то все детали (сборочные единицы), указанные в техпроцессе как комплектующие, всегда будут фигурировать в расчёте потребности (попадать в ЛЗК), независимо от того, есть ли такие же детали (сборочные единицы) в составе этого же заказа (спецификации) или нет.
Режим "Обороты общие" предназначен для просмотра "оборотов" товарно-материальных ценностей (остаток на начало периода, поступило, ушло, остаток на конец периода) в разрезе некоей совокупности подразделений и/или работников, без учёта внутренних перемещений между ними. Например остатки, поступление и расход инструмента в рамках цеха без учёта перемещений этого инструмента между кладовой и работниками внутри цеха.
Для использования режима "Обороты общие" следует выполнить следующие настройки:
Создать в общем справочнике "Подразделения" запись, соответствующую объединению нужных подразделений или сотрудников.
Добавить к этой записи в качестве связанных объектов те подразделения и/или тех сотрудников, которые входят в данное объединение, используя тип связи Включает (LT_Include).
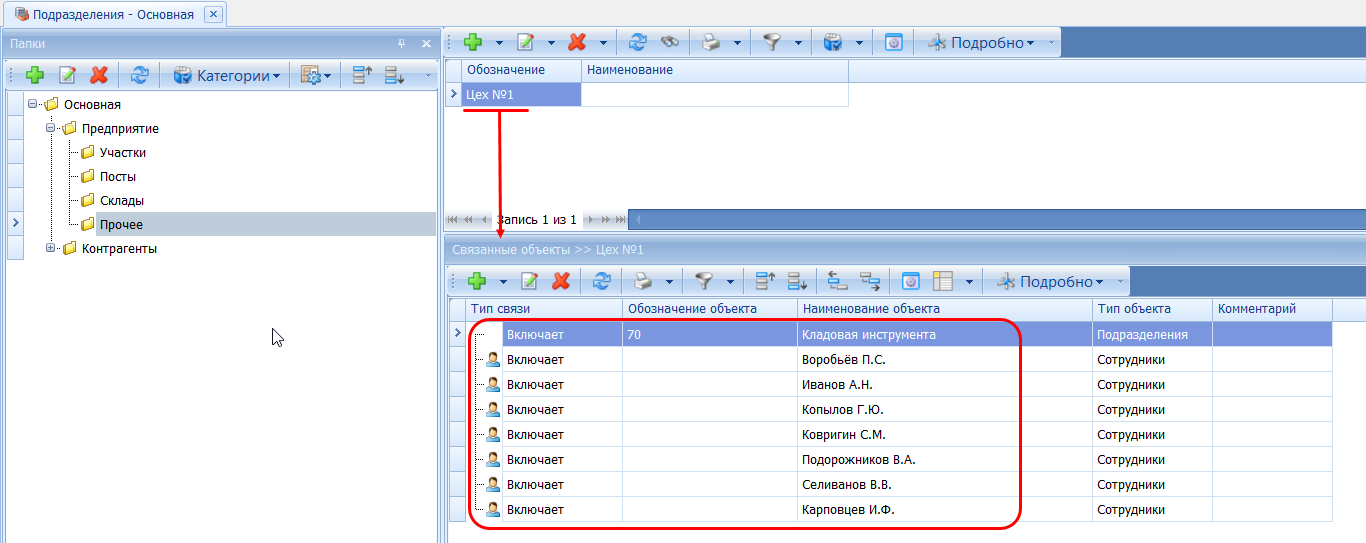 Рис. 22.
Рис. 22.
Далее, для просмотра "Общих оборотов" нужно установить в справочнике "Подразделения" курсор на соответствующее "объединение" (в примере на рисунке - на позицию "Цех 1") и выбрать в меню "Складской учёт" - "Обороты общие".
В режиме "Обеспеченность" есть возможность группировки взаимозаменяемых позиций по принципу "Любое из". Например, для того, чтобы для группы взаимозаменяемых комплектующих (аналогов) отслеживать поддержание суммарного неснижаемого остатка: всего на складе должно быть не меньше заданного общего количества любых позиций из этой группы, не важно каких конкретно. Для использования данной возможности нужно выполнить следующие настройки:
Создать в справочнике "Номенклатура" номенклатурную позицию, которая по смыслу будет означать "любое из" (см. пример на рисунке ниже). К ней в качестве связанных объектов с типом связи Аналог (LT_Substitute) добавить все взаимозаменяемые позиции, составляющие "группу", по которой результаты в окне "Обеспеченность" будут "обобщаться". А также добавить параметр Обобщенная позиция (VGB_CommonNmk) со значением true. Чтобы задать суммарный неснижаемый остаток для позиций из группы (любых, всего не менее заданного количества) добавьте к этой же "обобщающей" номенклатурной позиции параметр Резерв (VGB_Reserve) с нужным значением.
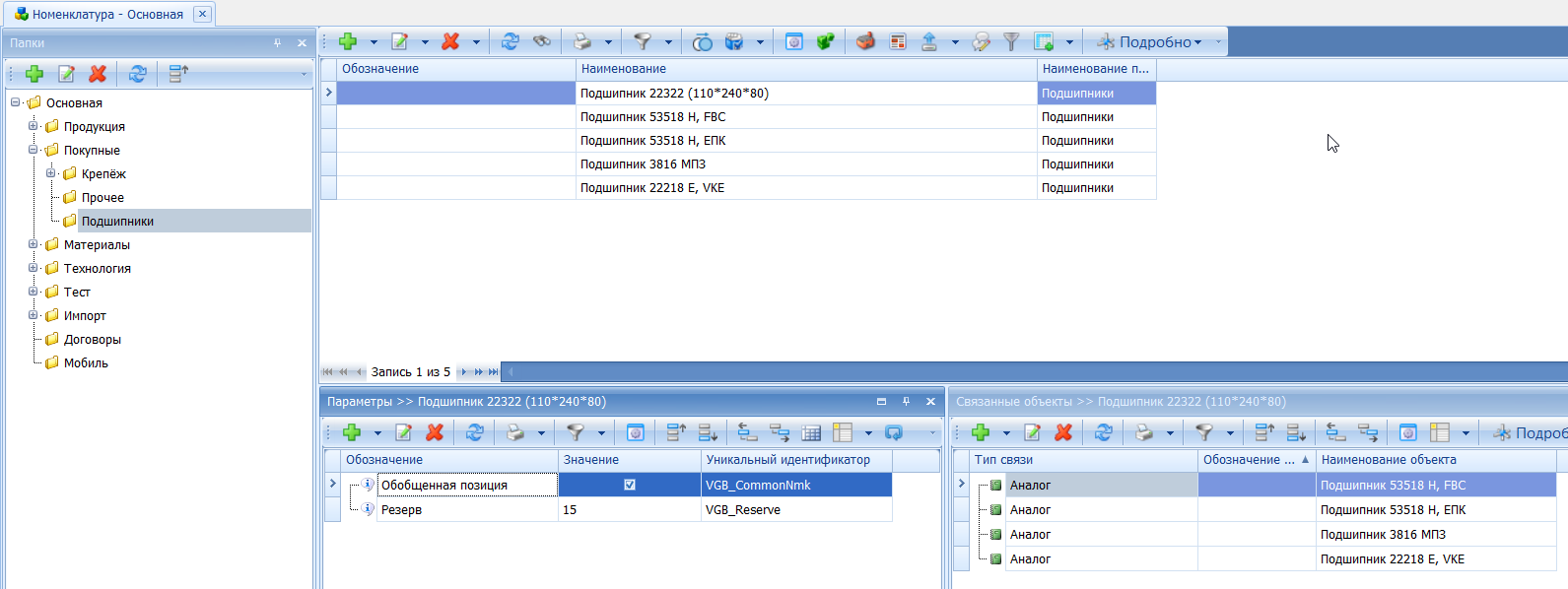 Рис. 23.
Рис. 23.
По умолчанию возможно два разных способа открытия окна "График производства":
- Для "Руководителя" - отображается максимально полная информация по всем позициям производственного заказа и связанным с ними работам, но только для какого-то одного интересующего "заказа" (или нескольких выбранных);
- Для "Мастера" - отображаются данные по всем действующим производственным заказам, но при этом только то из них, что касается определенного участка (или нескольких выбранных). Дополнительно по желанию можно сразу автоматически скрывать уже выполненные работы и изготовленные позиции заказов, а также открывать окно "График производства" сразу в выбранном сохраненном варианте экрана (отображаемые колонки, расцвета, сразу установленные фильтры и группировки и т.п.).
При этом перед непосредственно открытием окна "График производства" выводится диалоговое окно, с отображением текущих выбранных настроек (по каким участкам показывать информацию, какой вариант настройки экрана "График производства" использовать по умолчанию при открытии окна, скрывать или показывать выполненные работы и др.).
Подобный подход к работе с окном "График производства" очень полезен в более крупных организациях, как в плане удобства работы пользователей, так и в части скорости открытия окна "График производства" на больших объемах данных. Но для совсем маленьких производств, самых простых случаев и небольших объемов данных подобный выбор условий для открытия окна "График производства" может показаться излишним. Достаточно всегда отображать максимально полную информацию и не выдавать никаких дополнительных запросов и диалоговых окон для открытия "Графика производства". Поэтому существует возможность с помощью настройки отключить диалог при открытии окна "График производства" и всегда открывать его по всем имеющимся (или выбранным) данным. А потом уже при необходимости самому с помощью фильтров и сохраненных настроек экрана убирать ненужную информацию.
Если у настроечной номенклатурной позиции VGB_COMMON_SETTINGS Общие настройки системы есть параметр Не выводить диалог при открытии Графика производства (VGB_HideCreaTasStartDialog) со значение True (галочка стоит), то "График производства" всегда открывается по всем позициям заказа и работам.
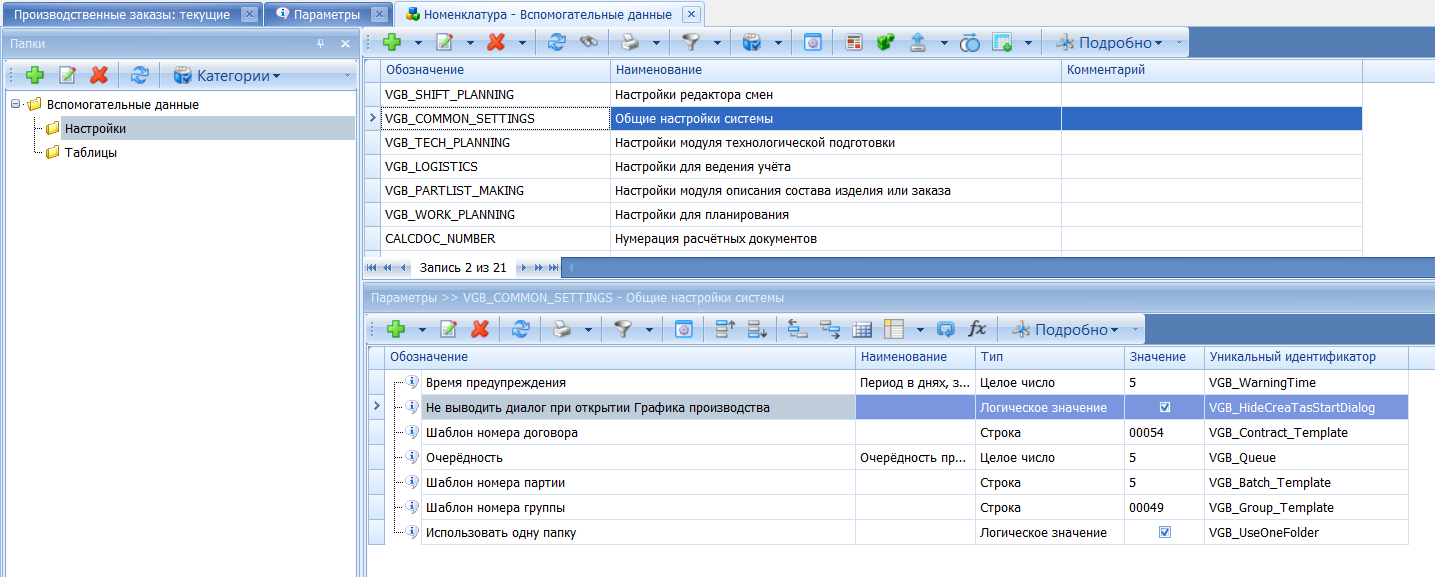 Рис. 24.
Рис. 24.
Если у настроечной номенклатурной позиции VGB_COMMON_SETTINGS Общие настройки системы нет параметра Не выводить диалог при открытии Графика производства (VGB_HideCreaTasStartDialog), или значение параметра равно False (галочка не стоит), то перед открытием окна "График производства" выводится диалоговое окно-запрос с последними выбранными настройками для открытия окна "График производства" и возможностью их изменения.
В программе поддерживается 4 уровня детальности планирования и учёта производства:
- Минимальный
- Средний
- Высокий
- Максимальный
Подробнее предназначение и особенности каждого уровня описаны в отдельном руководстве по режиму График производства.
Нужный для конкретного случая уровень пользователь может выбрать при создании заданий для производства в режиме График производства. С помощью настроечной номенклатуры VGB_WORK_PLANNING можно задать уровень учёта, предлагаемый по умолчанию для всех пользователей программы. Для этого добавьте к номенклатуре VGB_WORK_PLANNING параметр VGB_CONTROL_TYPE и задайте его значение в соответствии с таблицей.
| Значение параметра VGB_CONTROL_TYPE | Уровень учёта по умолчанию |
|---|---|
| 0 | Минимальный |
| 1 | Средний |
| 2 | Высокий |
| 3 | Максимальный |
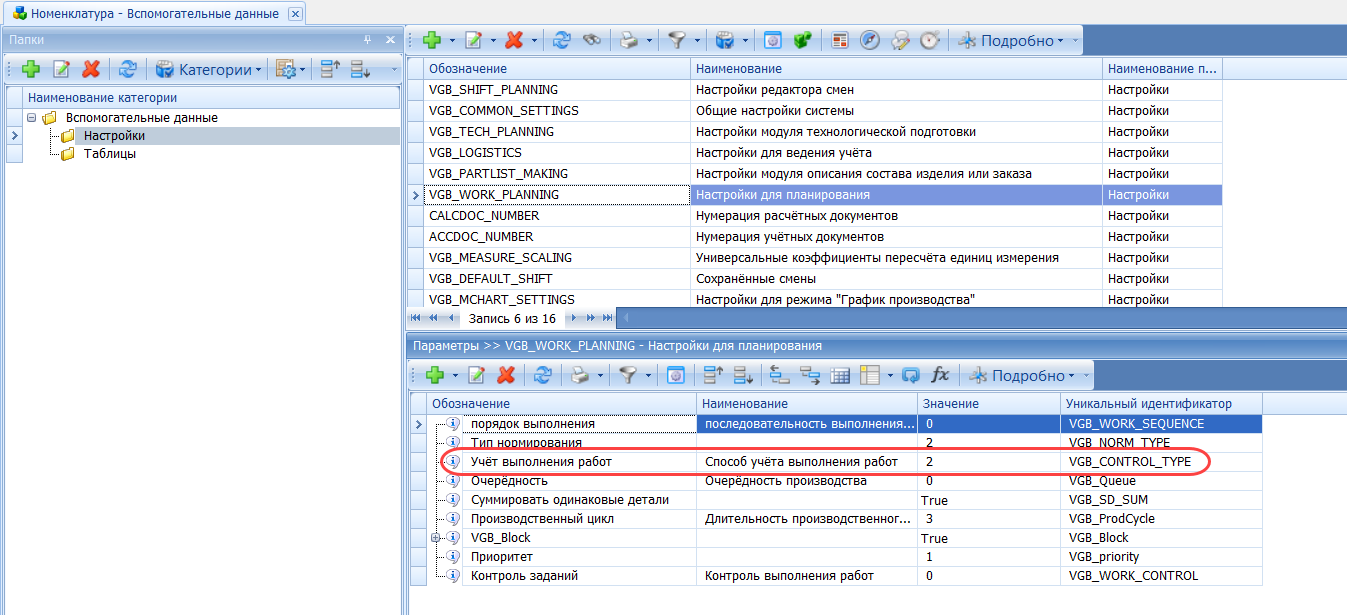 Рис. 25.
Рис. 25.
Также можно настроить уровень учёта, который будет предлагаться по умолчанию конкретному пользователю VOGBIT. Для этого следует по аналогии добавить параметр VGB_CONTROL_TYPE с нужным значением (см. таблицу выше) к работнику в справочнике Сотрудники.
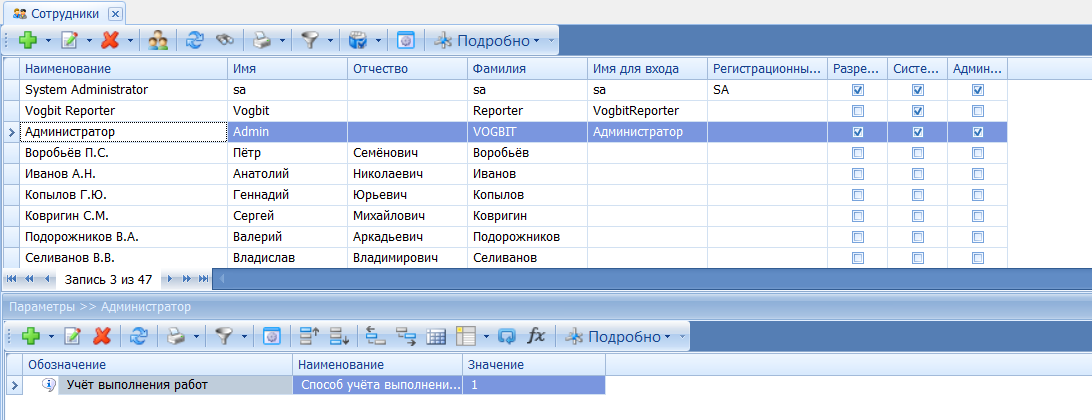 Рис. 26.
Рис. 26.
Настройка уровня учёта по умолчанию для сотрудника более приоритетна, чем общая. Т.е. при открытии окна График производства устанавливается уровень учёта по умолчанию назначенный для текущего пользователя. Если он не назначен, то назначенный по умолчанию для всех пользователей. Если и он не назначен, то "минимальный".
При использовании разных уровней для заданий разным подразделениям можно установить уровень учёта по умолчанию для подразделения. Для этого следует добавить параметр VGB_CONTROL_TYPE с нужным значением (см. таблицу выше) к производственному участку в справочнике Подразделения.
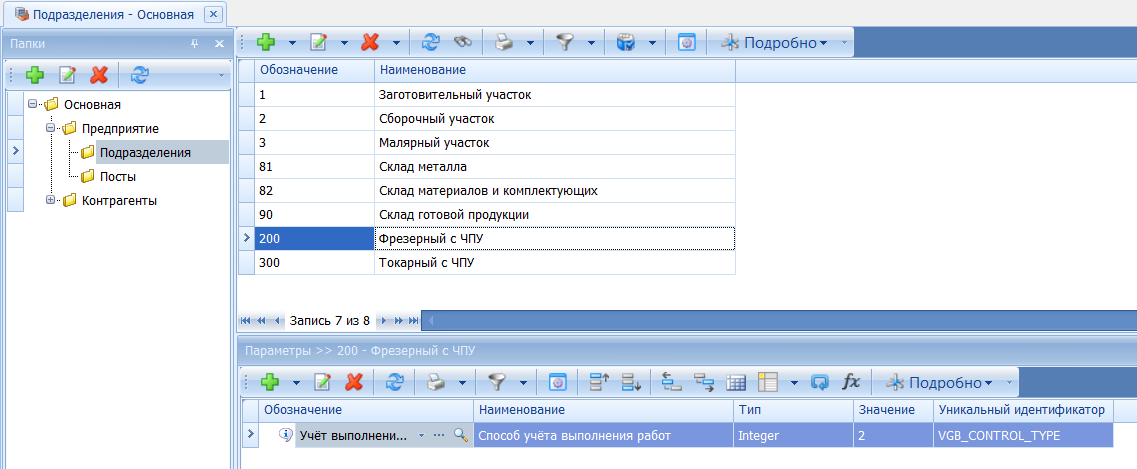 Рис. 27.
Рис. 27.
Если задан уровень учёта по умолчанию установлен для подразделения, то эта настройка при создании заданий является наиболее приоритетной.
В БД должна быть обязательно заведена настроечная номенклатура VGB_WORK_PLANNING и к ней добавлен параметр VGB_WORK_SEQUENCE. Значение параметра можно не устанавливать, т.к. оно будет определяться и изменяться автоматически при работе модуля "График производства".
С помощью параметра VGB_NORM_TYPE настроечной номенклатурной позиции VGB_WORK_PLANNING можно изменить используемый тип нормирования трудоёмкости.
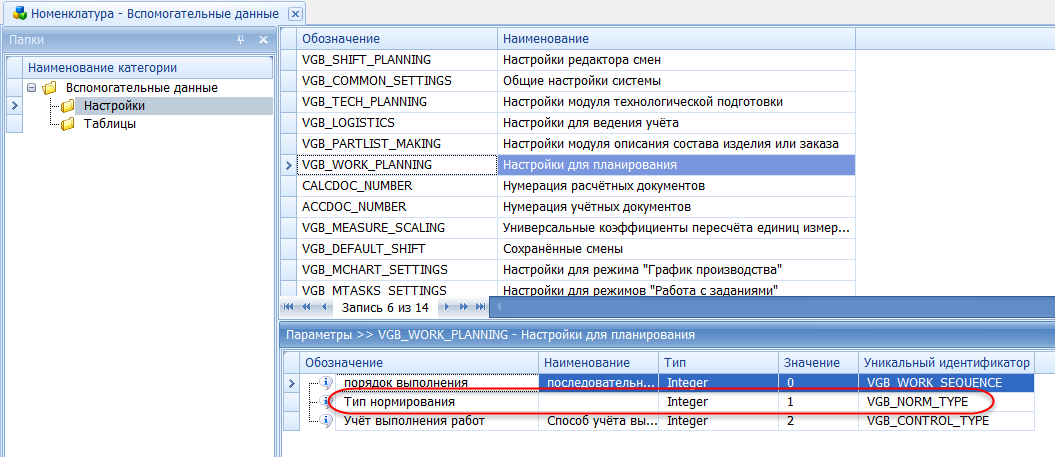 Рис. 28.
Рис. 28.
Если параметр не задан или его значение = 0, то используется укрупнённое нормирование трудоёмкости. При этом трудоёмкость заданий для производства будет рассчитываться, исходя из общей трудоёмкости изготовления изделия и процентного соотношения распределения общей трудоёмкости по разным видам работ.
Если задано значение параметра VGB_NORM_TYPE = 1, то используется пооперационное нормирование. В этом случае трудоёмкость заданий для производства рассчитывается исходя из заданной в техпроцессе изделия трудоёмкости выполнения отдельных технологических операций. С учётом подготовительно-заключительного (партионного) времени, штучного времени и количества выполняемых операций.
Начиная с версии VOGBIT v.1.1.34, доступна возможность применять метод планирования и учёта производства "по комплектам", но без обязательного использования для этого типовых техпроцессов.
Тип нормирования трудоёмкости в данном случае может применяться только "пооперационное", т.к. для "укрупнённого" нормирования применение типового техпроцесса обязательно в любом случае.
Включение способа планирования и учёта производства "по комплектам" без применения типовых техпроцессов выполняется путём установки значения параметра VGB_NORM_TYPE настроечной номенклатуры VGB_WORK_PLANNING равным 2.
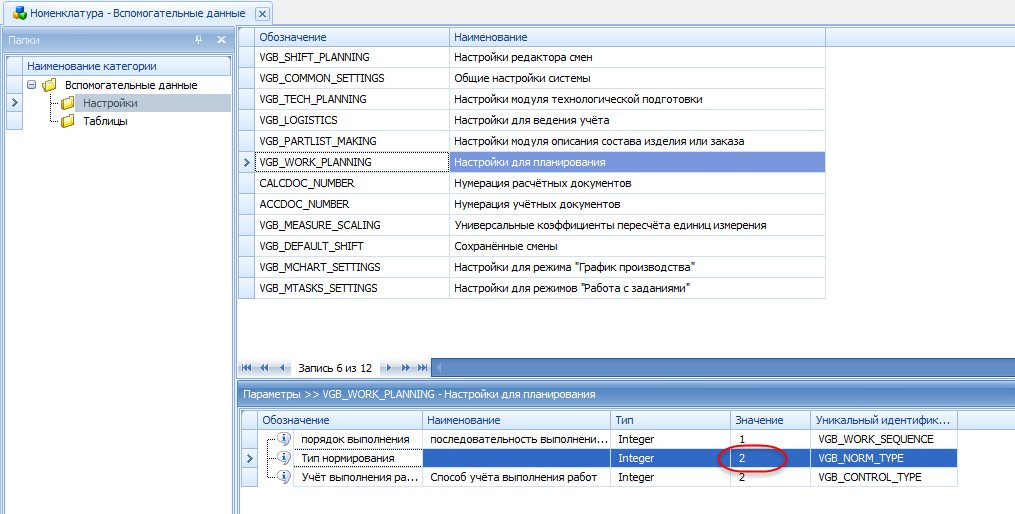 Рис. 29.
Рис. 29.
При включённой опции планирования "по комплектам" без использования типовых ТП, когда в режиме "График производства" создаются задания, если в техпроцессах разных деталей встречается одна и та же технологическая операция (из справочника), то на обработку всех таких деталей из "комплекта" формируется одно общее задание.
Чтобы задать последовательность создаваемых подобным образом заданий (в каком порядке они будут идти в окне График работ) добавьте в справочнике Номенклатура к технологическим операциям параметр Порядок сортировки (VGB_SortOrder).
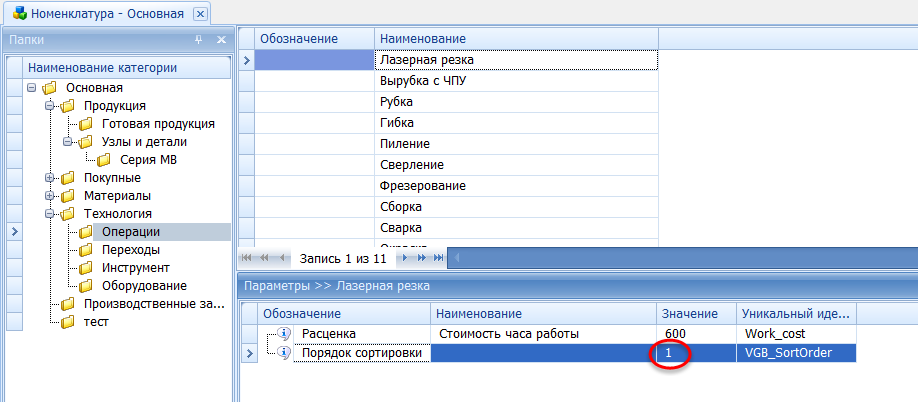 Рис. 30.
Рис. 30.
Задания при создании будут выстроены в порядке увеличения значения параметра у соответствующих операций.
Данная настройка актуальна только в случае применения метода планирования и учёта производства "по комплектам" и при наличии следующей ситуации:
- комплекты имеют сложную древовидную структуру (в один комплект входят не просто отдельные детали, а в т.ч. и сборочные единицы, состоящие в свою очередь из деталей и других сборочных единиц и т.д.);
- в разные сборочные единицы, которые присутствуют в составе одного и тот же комплекта, входят одинаковые детали.
В таком случае возможны два варианта формирования в программе состава задания для поста (при запуске соответствующего комплекта в производство):
- все одинаковые детали в рамках комплекта, даже если они входят в разные сборочные единицы указываются в задании для поста одной строчкой с общим количеством на комплект;
- в составе задания детали на каждую сборочную единицу в комплекте указываются отдельной строчкой, даже если такие же детали входят и в другие сборочные единицы в рамках этого же комплекта.
Выбирается первый или второй вариант путём указания значения параметра Суммировать одинаковые детали (VGB_SD_SUM) настроечной номенклатуры Настройки для планирования (VGB_WORK_PLANNING):
- значение параметра равно True - одинаковые детали в задании для поста суммируются;
- значение параметра равно False или параметр отсутствует - детали не суммируются, на разные сборочные единицы в составе комплекта идут в задании для поста отдельными строчками.
Дополнительная настройка для "высокого" и "максимального" уровня учёта. Позволяет ограничить максимальное время, отводимое на выполнение заданий включённых в план. По истечении установленного срока, программа не позволяет добавлять работнику в план новые задания до тех пор, пока не будут выполнены или отменены все ранее выданные "просроченные" задания. Максимальный срок на выполнение задания задаётся как целое число (в днях) с помощью параметра Период проверки (VGB_TaskCheck_Time), который добавляется к настроечной номенклатуре VGB_WORK_PLANNING. Например, когда параметр имеет значение 3, это означает, что если существует задание, включённое в план 3 дня назад и ранее, но не выполненное и не отменённое, то больше не получится включить в план на смену для соответствующего работника ни одного задания. До тех пор, пока не будут выполнены или отменены все задания, включённые в план для этого рабочего, 3 и более дней назад.
Крайним вариантом является установка значения параметра VGB_TaskCheck_Time равным 0. Это означает, что любому рабочему можно одновременно включить в план не более одного задания. Пока оно не будет выполнено или отменено, включить в план следующее задание для этого же рабочего будет нельзя.
Если параметр VGB_TaskCheck_Time у настроечной номенклатуры VGB_WORK_PLANNING отсутствует или имеет отрицательное значение, то это означает, что ограничение максимального времени выполнения заданий отключено. Т.е. пользователь сам отслеживает выполнение ранее выданных заданий, программа никак это не контролирует и не запрещает включать в план новые работы независимо от количества и времени ранее выданных заданий.
При использовании "высокого" уровня учёта имеется возможность устанавливать последовательность выполнения заданий в производстве. Если последовательность установлена, то в процессе выполнения заданий специальный модуль программы "Помощник мастера" может автоматически корректировать оперативные планы работ по постам в зависимости от текущей ситуации. Чтобы отключить автоматическую помощь при оперативном планировании работ ("Помощник мастера"), добавьте к настроечной номенклатуре VGB_WORK_PLANNING параметр VGB_PLANNING_ASSISTANCE_OFF и установите его значение равным True. Если параметр отсутствует или равен False, то помощь при планировании будет включена. Т.е. при сдаче работ будет автоматически проверяться запланированы ли следующие работы, на какое время, и в зависимости от ситуации, предлагаться коррекция плана.
При работе с диаграммой Гантта (режим "Календарный план") поддерживаются два основных режима работы:
- Упрощённый - отметку о завершении работ по партии или по заказу, которые отображены на диаграмме, пользователь ставит сам, вручную, прямо на диаграмме.
- По данным из производства - данные о состоянии работ по партии или по заказу, которые отображены на диаграмме, изменяются в соответствии с оперативной информации о выполнении заданий в производстве (когда используются режимы "график производства", "работа с заданиями", "загрузка").
Для настройки используется параметр тот же параметр VGB_CONTROL_TYPE настроечной номенклатурной позиции VGB_WORK_PLANNING, что и для задания "уровня учёта" по умолчанию.
- Если уровень учёта по умолчанию задан "Минимальный", т.е. параметра нет или его значение = 0, то режим работы с диаграммой Гантта = "Упрощённый
- Если уровень учёта по умолчанию задан "Средний", "Высокий" или "Максимальный", т.е. если значение параметра = 1, 2 или 3, то режим работы с диаграммой Гантта= "По данным из производства".
Выбранный текущий режим работы отображается в окне "Календарный план".
Данная настройка определяет, какая будет по умолчанию устанавливаться длина "полоски" на диаграмме Гантта, при добавлении соответствующего изделия в календарный план1. Значение можно задать отдельно для каждого изделия. Для этого следует добавить к соответствующему изделию в справочнике Номенклатура параметр VGB_ProdCycle, со значением равным длительности изготовления в днях.
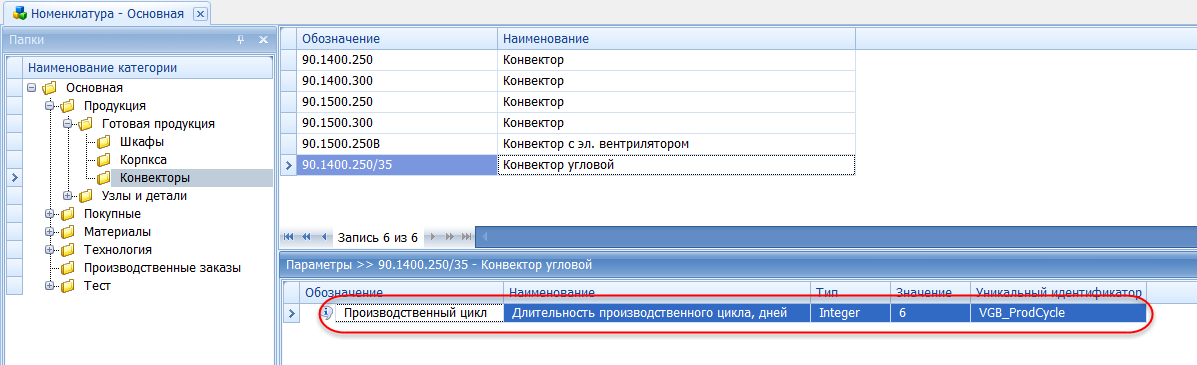 Рис. 31.
Рис. 31.
Можно также установить "общую" длительность изготовления для разных (всех) изделий. В этом случае, если для конкретного изделия не задана длительность его изготовления (см. выше), то при добавлении такого изделия на диаграмму (в календарный план) по умолчанию длина полоски будет равна заданной "общей" длительности.
Чтобы установить "общую" длительность изготовления добавьте параметр VGB_ProdCycle с нужным значением к настроечной номенклатуре VGB_WORK_PLANNING.
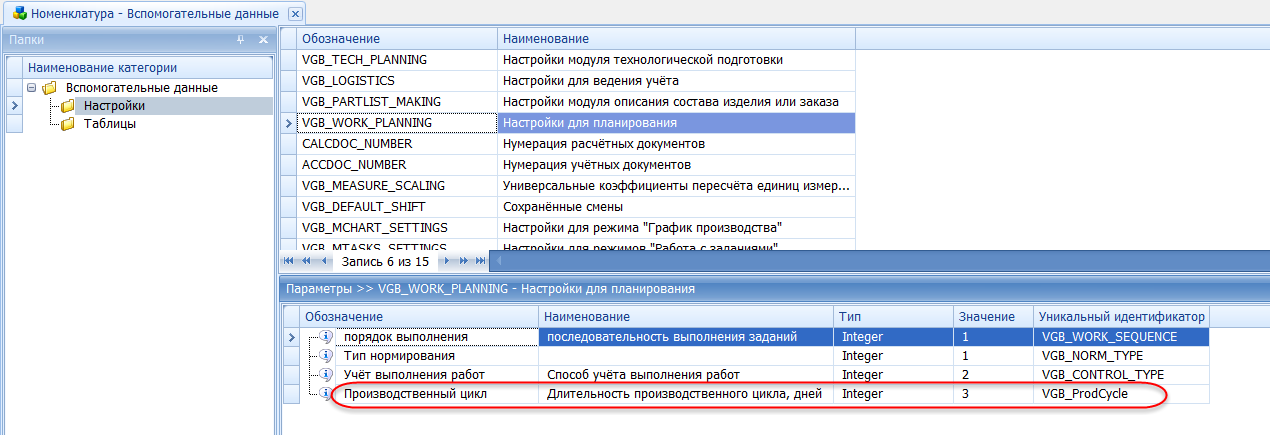 Рис. 32.
Рис. 32.
Если длительность производственного цикла по умолчанию не задана ни для конкретного изделия, ни общая, то при добавлении изделия в календарный план по умолчанию длительность будет установлена равной 1 день с последующим редактированием её вручную.
При работе на "высоком" или "максимальном" уровне учёта существует два варианта, каким образом вносится в программу информация о выполнении работ: "упрощённый" вариант и "полный".
В "упрощённом" варианте не обязательно фиксировать в программе факт того, что рабочий начал выполнять то или иное задание. Достаточно включить работы в план поста на смену, а затем отметить, какие из них выполнены. В "полном" варианте в программе отдельно фиксируется тот факт, что рабочий начал выполнять конкретное задание, и отдельно факт окончания работ (выполнения задания).
Внешне это выражается в том, что в "упрощённом" варианте любое задание, включённое в план поста на смену, может быть из состояния "Включено в план" сразу быть переведено в состояние "Выполнено" или "Завершено". В "полном" варианте каждое задание из состояния "Включено в план" необходимо сначала перевести в состояние "Выдано". И только после этого программа позволяет перевести его в состояние "Выполнено" или "Завершено".
В стандартном варианте настройки системы включён "упрощённый" вариант. Чтобы включить "полный" вариант контроля выполнения работ, следует к настроечной номенклатуре VGB_WORK_PLANNING Настройки для планирования добавить параметр Контроль заданий (VGB_WORK_CONTROL) со значением равным 1. Отсутствие параметра Контроль заданий (VGB_WORK_CONTROL) у номенклатурной позиции VGB_WORK_PLANNING Настройки для планирования или его значение равное 0 означают, что выбран "упрощённый" вариант.
Помимо изменений в поведении функции принять в окне работы со сменным заданием, указанная настройка также влияет на работу функции Штрих-код в режиме Производство - Загрузка. При выборе "упрощённого" варианта считывание штрих-кода работы всегда воспринимается программой, как сигнал о том, что данная работа выполнена. В случае "полного" варианта, когда штрих-код работы считывается первый раз, программа воспринимает это, как сигнал о начале выполнения задания ("выдача" задания работнику). И только при следующем считывании штрих-кода этой же работы, это воспринимается программой, как сигнал о том, что соответствующее задание выполнено.
В окне Общий подробный график (вызывается из окна График производства) выполняемые работы показываются в определённом порядке. Этот порядок настраивается пользователем, с помощью специального параметра Порядок Сортировки (VGB_SortOrder).
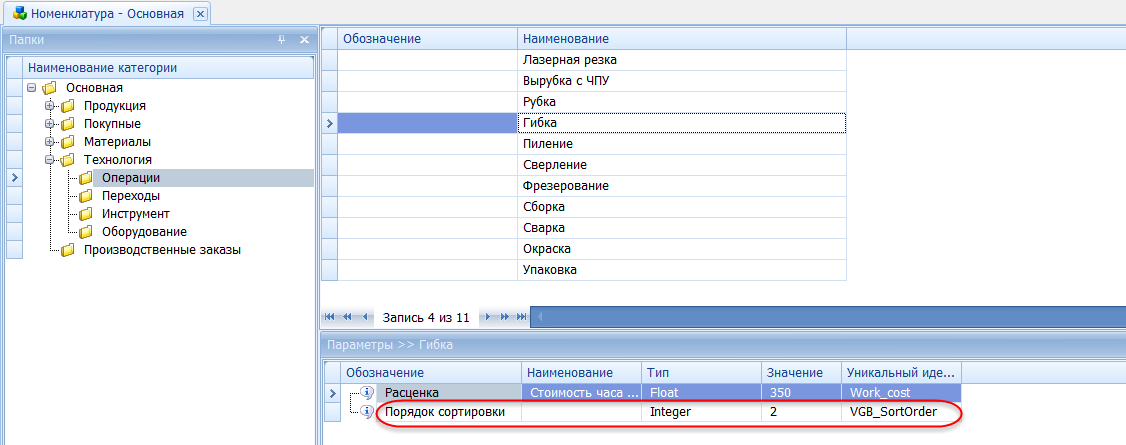 Рис. 33.
Рис. 33.
Чтобы указать, какой по порядку должна быть операция в списке (в окне Общий подробный график), следует добавить к этой операции в справочнике Номенклатура параметр Порядок Сортировки (VGB_SortOrder) с соответствующим значением. Если у нескольких операций значение параметра Порядок Сортировки будет одинаковым, то в окне Общий подробный график эти операции окажутся объединены в одну группу.
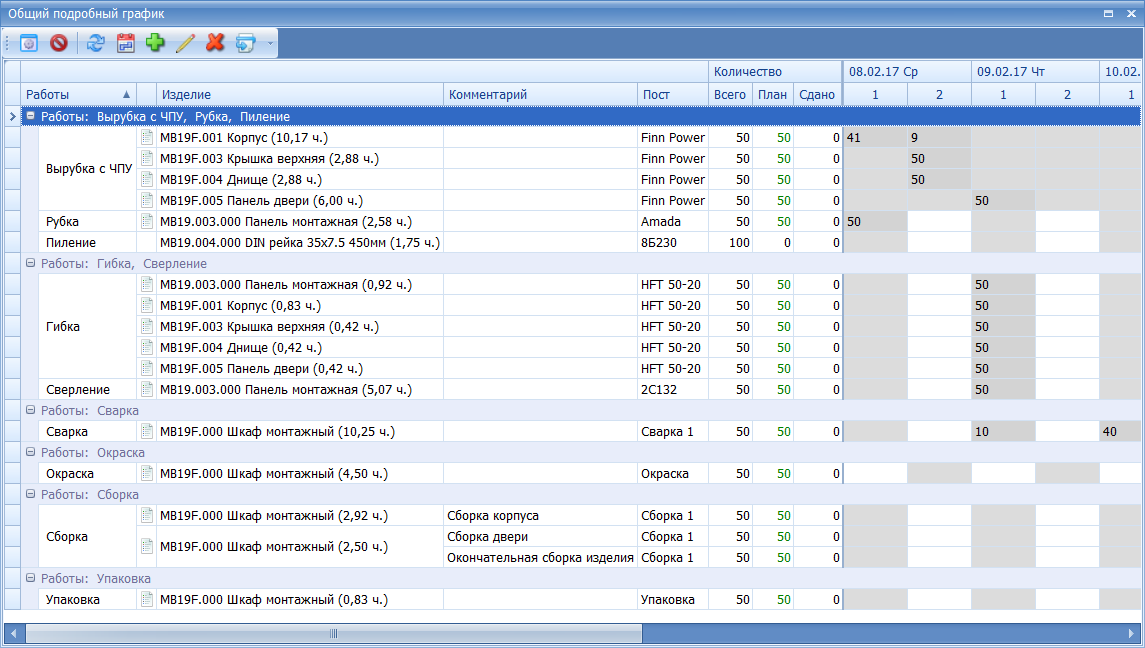 Рис. 34.
Рис. 34.
Например, в случае, показанном на рисунке, для операций "Вырубка с ЧПУ", "Рубка" и "Пиление" значение параметра Порядок Сортировки было установлено равным 1, для операций "Гибка" и "Сверление" - равным 2, для операции "сварка" - 3, и т.д.
При работе с режимами График производства, Новые задания и сменными заданиями постов имеются функции расцветки и сортировки изделий/заданий по приоритету. Приоритет может определяться двумя способами:
- рассчитываться, исходя из заданных плановых дат запуска и выпуска продукции;
- задаваться вручную.
Если у настроечной номенклатурной позиции VGB_WORK_PLANNING Настройки для планирования есть параметр Приоритет (VGB_priority) со значением = 1, то приоритет для заказа или изделия задаётся пользователем вручную.
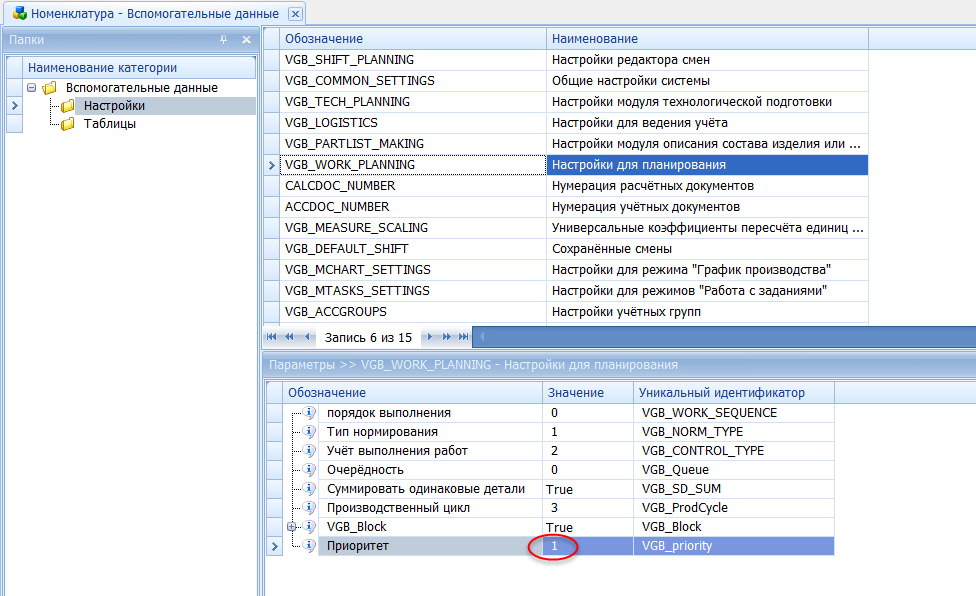 Рис. 35.
Рис. 35.
В этом случае "приоритет" задаётся любым целым положительным числом. При этом наиболее важным считается заказ (изделие) с наименьшим заданным значением "приоритета". Т.е. самый важный заказ (изделие) имеет "приоритет" = 1, менее важный - "приоритет" = 2 и т.д.
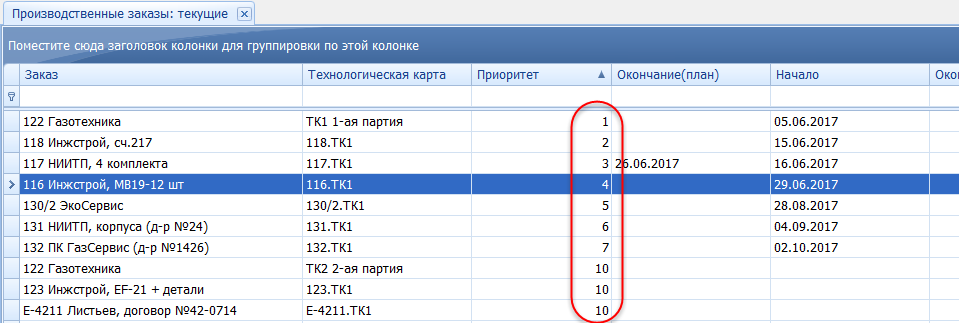 Рис. 36.
Рис. 36.
Если у настроечной номенклатурной позиции VGB_WORK_PLANNING Настройки для планирования нет параметра Приоритет (VGB_priority), или его значение равно нулю, то приоритет определяется программой автоматически, исходя из заданных в режиме Календарный план для соответствующего заказа или изделия плановых дат запуска и выпуска продукции.
При запуске изделий в производство (режим "График производства", функция "Создать задания") появляется диалоговое окно, в котором пользователь может выбрать дату выдачи задания (запуска в производство). Существует возможность настройки порядка работы программы в этот момент:
- выдавать окно, в котором пользователь может выбрать дату (если ничего не выбирать, то назначается текущая дата) - по умолчанию;
- показывать окно (как подтверждение создания заданий), но не разрешать изменять дату, дата ставится текущая;
- не показывать никаких окон после нажатия "создать задания", дату устанавливать текущую.
Если у настроечной номенклатурной позиции VGB_WORK_PLANNING Настройки для планирования нет параметра Выбор даты (VGB_Date_Set), или его значение равно нулю, то это соответствует установкам по умолчанию - при нажатии в окне "График производства" "Создать задания" появляется окно выбора даты, пользователь может изменить дату выдачи задания, если ничего не выбирать (сразу нажать Ок), то устанавливается текущая дата.
Если у настроечной номенклатурной позиции VGB_WORK_PLANNING Настройки для планирования есть параметр Выбор даты (VGB_Date_Set) со значением "1", то окно после нажатия "Создать задания" появляется, но дату изменить пользователь не может, устанавливается текущая.
Если у настроечной номенклатурной позиции VGB_WORK_PLANNING Настройки для планирования есть параметр Выбор даты (VGB_Date_Set) со значением "2", то окно после нажатия "Создать задания" никаких дополнительных окон не появляется, сразу начинают создаваться задания, дата устанавливается текущая.
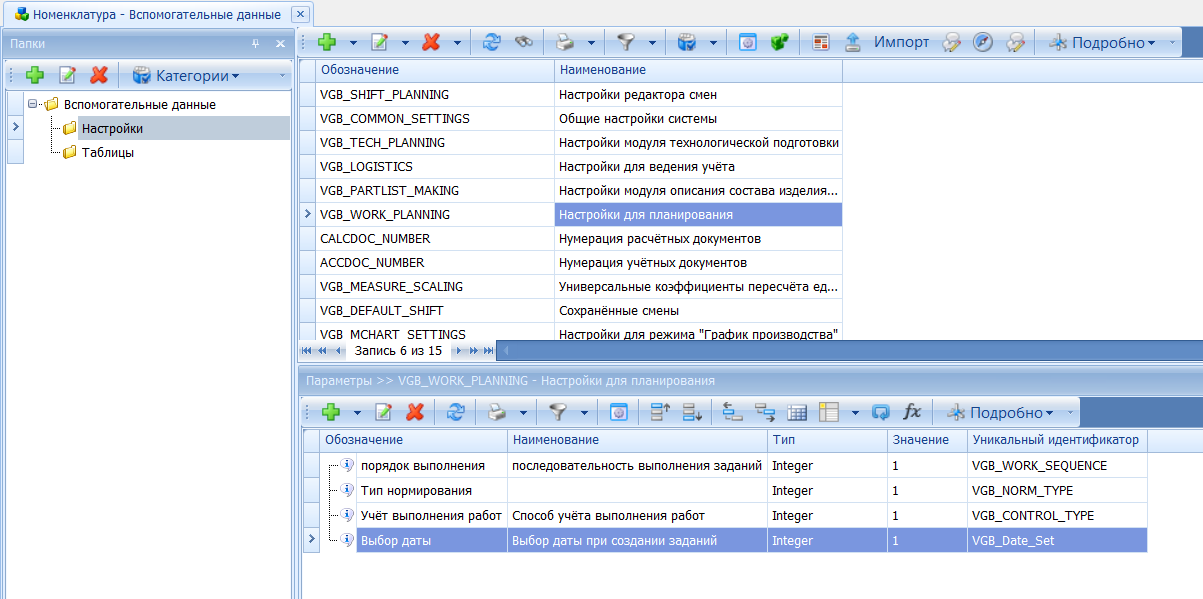 Рис. 37.
Рис. 37.
При запуске изделий в производство, если пользователь до этого не назначил для этих изделий "номер партии" вручную, то VOGBIT заполняет "номер партии" автоматически. По умолчанию, если не выполнять никаких настроек, это будет число начиная с единицы. То есть, при запуске первой партии таких деталей в производство с использованием программы VOGBIT установит "номер партии" = "1", когда такие же детали второй раз будут запущены в производство - "номер партии" = "2", и так далее.
Кроме этого предусмотрена возможность присвоения номера партии по шаблону вида:
<префикс> <число с заданным количеством знаков> <окончание>.
Например: "A000001-IW".
Для того, чтобы задать шаблон номера партии следует добавить к настроечной номенклатурной позиции VGB_COMMON_SETTINGS Общие настройки системы добавить параметр VGB_Batch_Template Шаблон номера партии. В значениях соответствующего параметра указать:
- Значение - количество знаков в "счётчике" в номере партии - число;
- Минимальное значение - префикс (с чего будет начинаться номер партии, перед счётчиком) - любой набор символов;
- Максимальное значение - окончание (чем будет начинаться номер партии, после счётчиком) - любой набор символов.
На рисунке показан пример заполнения шаблона для генерации номеров партий, как показано в примере выше.
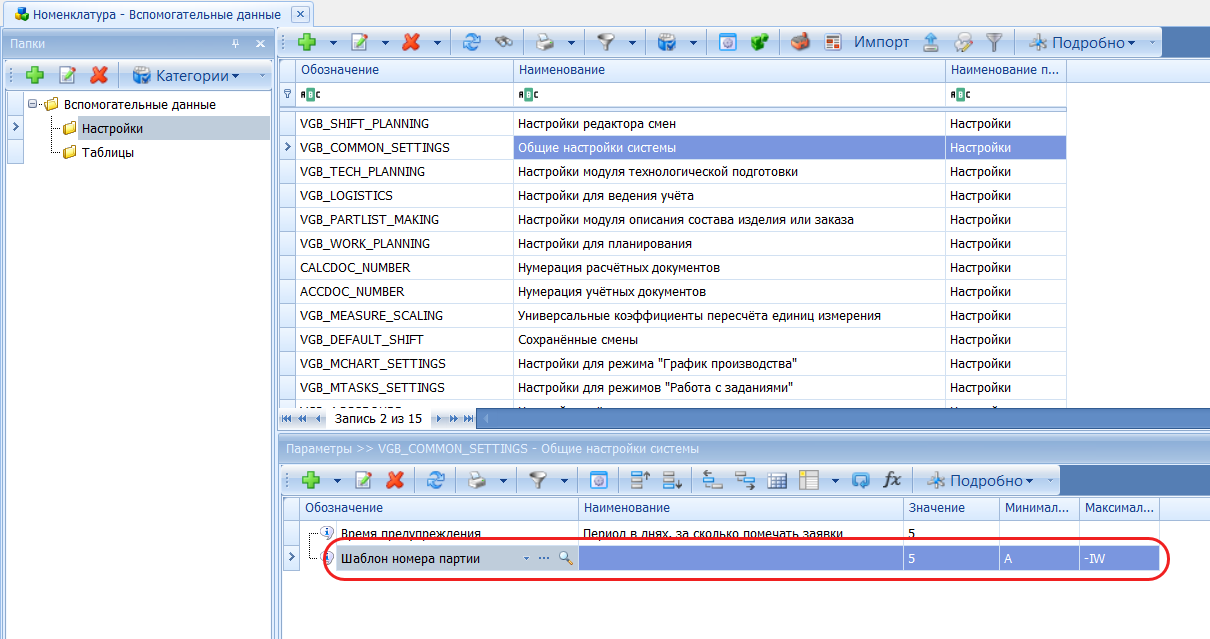 Рис. 38.
Рис. 38.
При использовании "высокого" или "максимального" уровней при переносе невыполненных заданий по умолчанию сохраняется порядок следования заданий в плане поста на смену. При большом количестве заданий это существенно замедляет сам процесс "переноса" невыполненных заданий. В то время как далеко не всем пользователям важен именно порядок, в котором указаны работы в сменном задании поста. Многим достаточно, чтобы был корректно сформирован сам список работ на смену, и не принципиально в каком порядке в программе будут расположены строчки (конкретные работы) в этом списке. Для удобства работы последних существует возможность при помощи специальной настройки отключить сохранение порядка следования заданий при "переносе" (невыполненных заданий из плана поста на другую смену). В этом случае порядок следования строчек в сменном задании, куда были перенесены работы, может отличаться от того порядка, какой был в задании на смену, откуда эти работы были перенесены, но при этом сам "перенос" будет происходить намного быстрее.
Если у настроечной номенклатуры VGB_WORK_PLANNING Настройки для планирования есть параметр Не сохранять порядок заданий (VGB_NoTasksSort) со значением True, то перенос невыполненных заданий на другую смену будет выполняться быстрее, но при этом порядок их следования в задании на смену может отличаться от изначального.
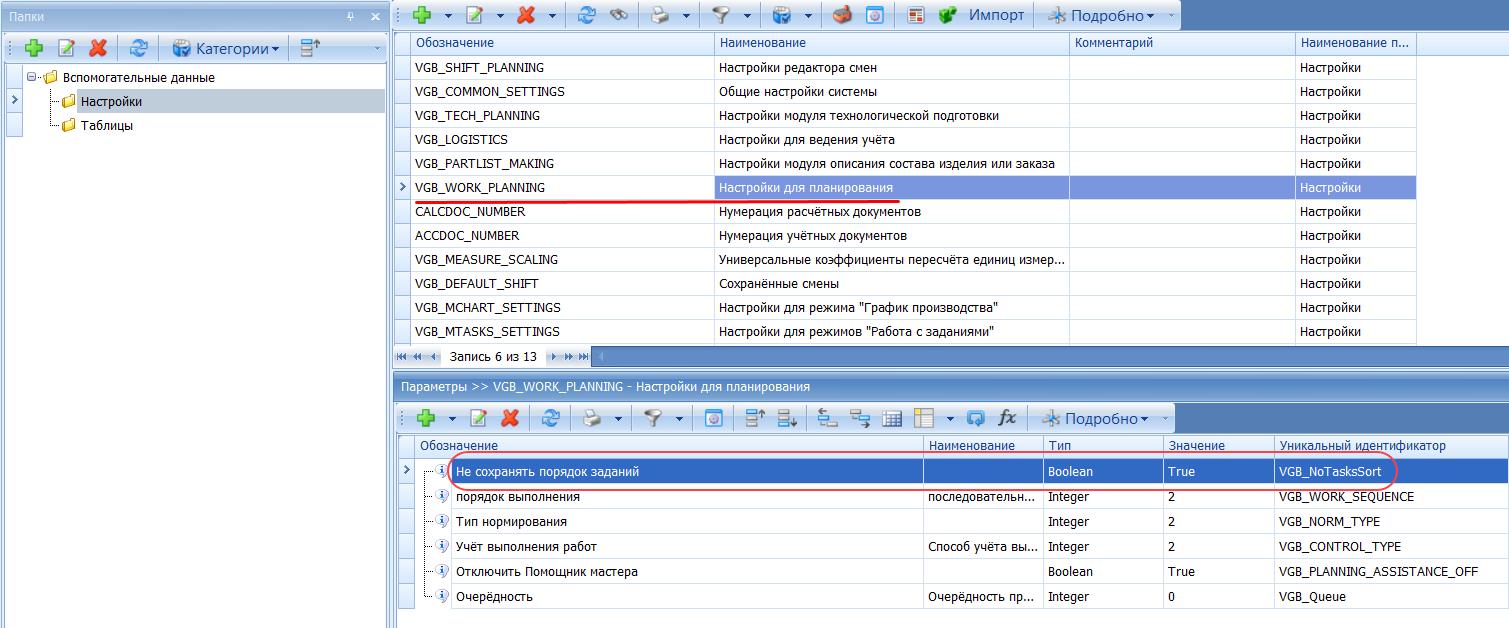 Рис. 39.
Рис. 39.
Если у настроечной номенклатуры VGB_WORK_PLANNING Настройки для планирования нет параметра Не сохранять порядок заданий (VGB_NoTasksSort) или его значение равно False, то при переносе в плане работ для поста на смену будет сохраняться тот порядок заданий, который был задан для них в том месте, откуда задания переносятся, но сам процесс переноса будет занимать больше времени.
При использовании в VOGBIT "минимального" или "среднего" уровня, а также цеховых терминалов, подразумевающих учёт фактических трудозатрат (реального времени выполнения работ), при необходимости может быть задействовано специальное приложение2, автоматически закрывающее взятые сотрудниками в работу задания в соответствии с заданными настройками. Предусмотрены два варианты установки критериев для автоматического закрытия взятых в работу заданий:
- По заданному в настройках "времени блокировки". Пример: в 17:00 все находящиеся в работе задания автоматически закрываются. До 07:00 следующего для невозможно взять в работу следующее задание. Время настраивается, "периодов блокировки" можно установить несколько таких "периодов блокировки" в течение суток.
- По заданной "максимальной продолжительности работ" по взятому заданию. Пример: если с момента взятия сотрудником задания в работу прошло более 10 часов, то такое задание автоматически закрывается программой с пометкой об этом. Максимально возможная продолжительность работы настраивается.
Для того, чтобы установить "время блокировки":
- К настроечной номенклатурной позиции VGB_WORK_PLANNING Настройки для планирования добавьте параметр Блокировка (VGB_Block) со значением True;
- К этому параметру Блокировка (VGB_Block) в качестве вложенных (подчиненных) добавьте параметры Время начала (VGB_START_TIME) и Время окончания (VGB_FINISH_TIME) в их значениях укажите время начала и окончания "периода блокировки" соответственно.
Если нужно установить несколько "периодов блокировки" в течение суток, то аналогичным образом добавьте к настроечной номенклатурной позиции VGB_WORK_PLANNING Настройки для планирования параметры Блокировка (VGB_Block), Время начала (VGB_START_TIME) и Время окончания (VGB_FINISH_TIME) несколько раз, с указанием начала и окончания для каждого периода.
Если "период блокировки" проходит через 00:00, то следует установить в настройках его, как два периода: с нужного времени до 23:59:59 и с 00:00:00 до нужного времени (чтобы "время окончания" всегда было больше "времени начала").
На рисунке показан пример установки блокировки в обед и в нерабочее время: с 12:00 до 13:00, и с 17:00 до 07:00 следующего дня:
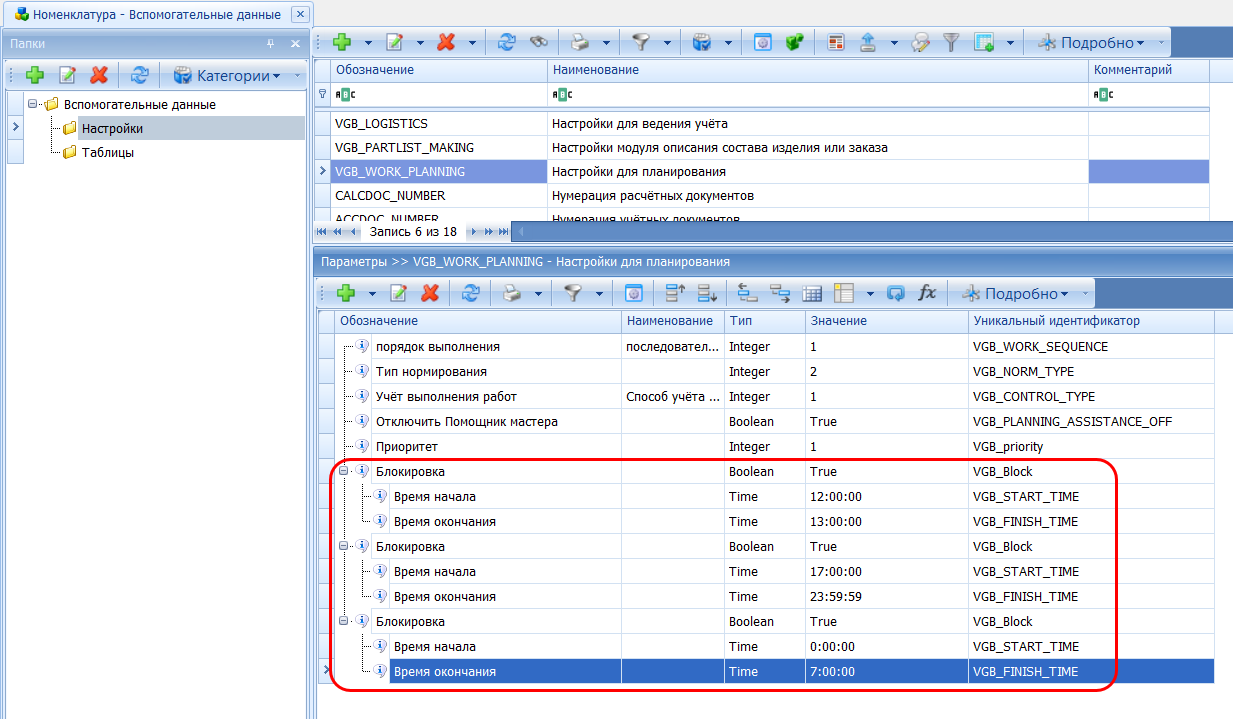 Рис. 40.
Рис. 40.
При заданных "периодах блокировки" цеховые терминалы в указанные промежутки времени не позволяют сотрудникам отмечать взятие в работу новых заданий, до окончания очередного "периода блокировки".
Для того, чтобы установить "максимальную продолжительность" для взятого в работу задания добавьте к настроечной номенклатурной позиции VGB_WORK_PLANNING Настройки для планирования параметр Максимальное время, ч (VGB_MAX_TIME_HOUR) и в его значении укажите количество часов.
На рисунке показан пример настройки, когда взятые сотрудниками в работу задания следует автоматически закрывать по прошествии 11 часов, если сотрудник сам до этого времени не закрыл задание на терминале:
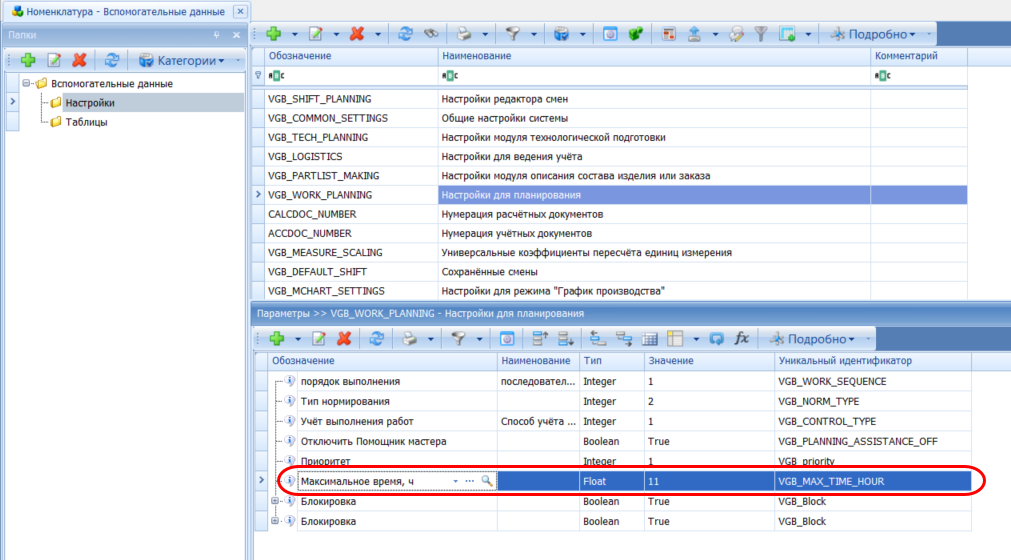 Рис. 41.
Рис. 41.
Настройка для тех, кто хочет использовать "средний" уровень, но при этом отмечать в программе факт выполнения работ максимально упрощенным способом - без учёта количества обработанных деталей, без учёта трудоёмкости и процента выполнения работ, без фамилий работников, без статистики выполненных работ - просто "закрашивать" вручную выполненные операции по маршруту.
В стандартном варианте (без включения дополнительных настроек) при использовании "среднего" уровня для отметки выполнения работ указывается для выполненной операции количество обработанных деталей, ФИО участвовавших сотрудников, затраченное количество человеко-часов. В зависимости от этого автоматически изменяется "состояние" работ по соответствующей операции.
Упрощенный вариант предполагает просто ручное изменение "состояния" работ по операции через контекстное меню в окне "Выполнение".
Если у настроечной номенклатурной позиции VGB_COMMON_SETTINGS Общие настройки системы нет параметра Упрощенный учёт выполнения работ (VGB_SimpleAccWork) или значение этого параметра равно нулю, то используется стандартный вариант отметки о выполнении работ.
Если у настроечной номенклатурной позиции VGB_COMMON_SETTINGS Общие настройки системы есть параметр Упрощенный учёт выполнения работ (VGB_SimpleAccWork) со значением равным 1, то используется упрощённый вариант отметки о выполнении работ.
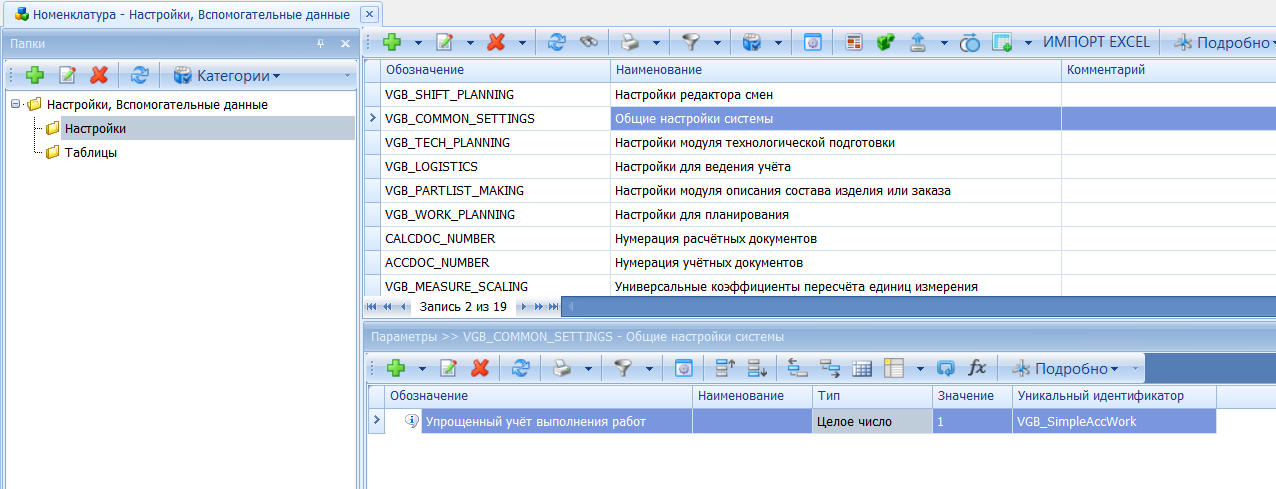 Рис. 42.
Рис. 42.
В этом случае в окне "Выполнение" можно через контекстное меню изменять "состояние" работ по выбранной операции в маршруте изготовления деталей. Никакой информации о количестве сделанных деталей, трудоемкости, задействованных работниках и т.п. - ничего из этого в данном случае в базе данных VOGBIT не фиксируется.
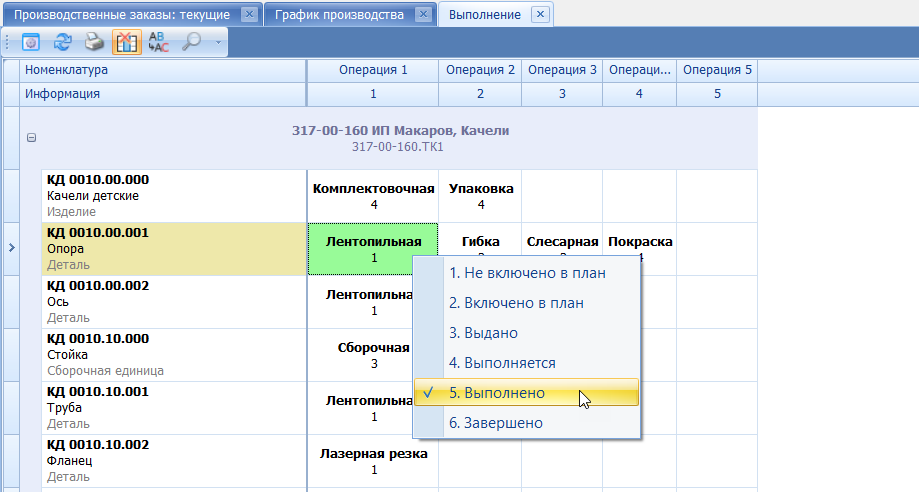 Рис. 43.
Рис. 43.
Формирование производственных заказов с использованием одновременно методов "по комплектам" и "по отдельным деталям" для разных "изделий" в одном производственном заказе
Для настройки правильной работы модуля "расчёт комплектации" используются параметры Комплект (VGB_Kit) и Не включать в план (VGB_NoProduct).
Если для формирования состава производственных заказов с помощью модуля "расчёт комплектации" применяется метод "По отдельным деталям", но при этом требуется чтобы какое-то отдельное изделие включалось в состав производственного заказа, как "Комплект", то нужно добавить к номенклатуре данного изделия параметр Комплект (VGB_Kit) со значением True (галочка установлена).
Если, наоборот, для формирования состава производственных заказов с помощью модуля "расчёт комплектации" применяется метод "По комплектам", но при этом требуется чтобы какое-то отдельное изделие включалось в состав заказа не само, как комплект, а позиции перечисленные в его спецификации, то нужно добавить к номенклатуре данного изделия параметр Не включать в план (VGB_NoProduct) со значением True (галочка установлена).
В режиме "График производства" можно настроить отображение любых параметров изделий. Для настройки используется специальная номенклатурная позиция VGB_MCHART_SETTINGS. Добавленные к ней параметры будут отображаться в окнах режима "График производства (см. рисунки).
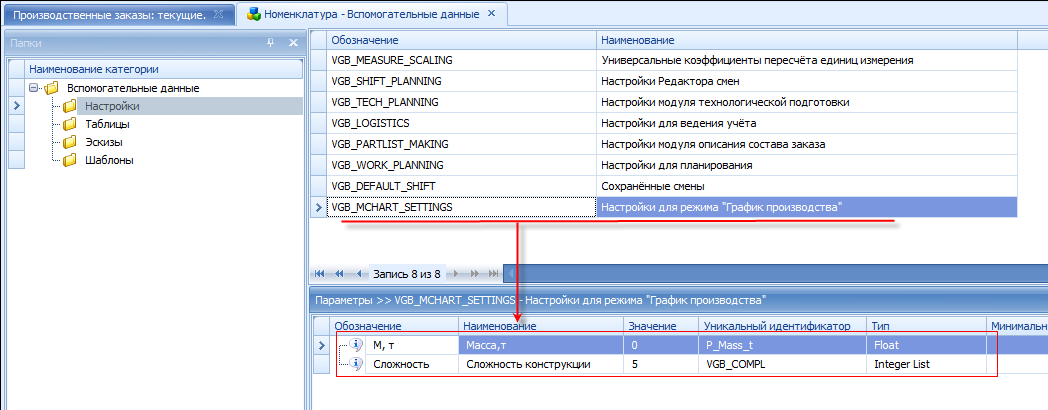 Рис. 44.
Рис. 44.
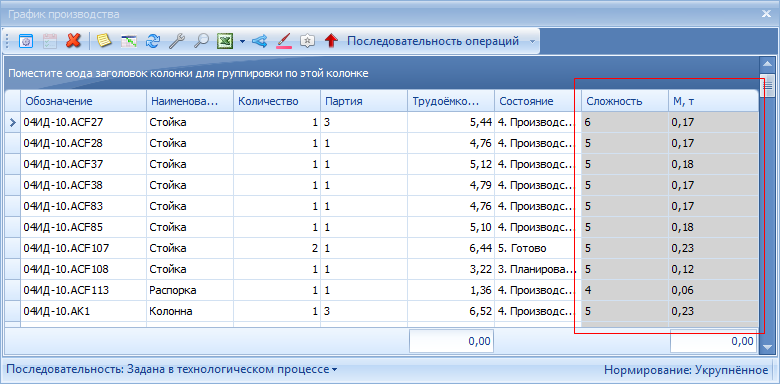 Рис. 45.
Рис. 45.
Если параметр, добавленный к номенклатурной позиции VGB_MCHART_SETTINGS, имеет тип Действительное число и при этом не является подчинённым для какого-либо другого параметра, то он считается "Основным" - главной характеристикой изделия. "Основных" параметров может быть несколько.
В окне "График производства", для Основных параметров (в примере на рисунке - масса):
- выводится значение с учётом количества соответствующего изделия (умноженное на количество);
- при выделении строк в нижней части окна выводится сумма по выделенным позициям;
- при группировке выводится суммарное значение по каждой группе (в заголовке группы).
В режиме "Новые задания" можно настроить отображение на экране заданных параметров операций из технологического процесса. Они могут быть нужны для группировки, сортировки и выборки заданий из списка в ситуации, когда выбор исполнителя работы зависит от тех или иных параметров обработки (технологической операции).
Чтобы параметры операций, заданные в техпроцессе, отображались в окне "Новые задания", следует добавить эти параметры к настроечной номенклатуре VGB_MTASKS_SETTINGS Настройки для работы с режимом "Новые задания".
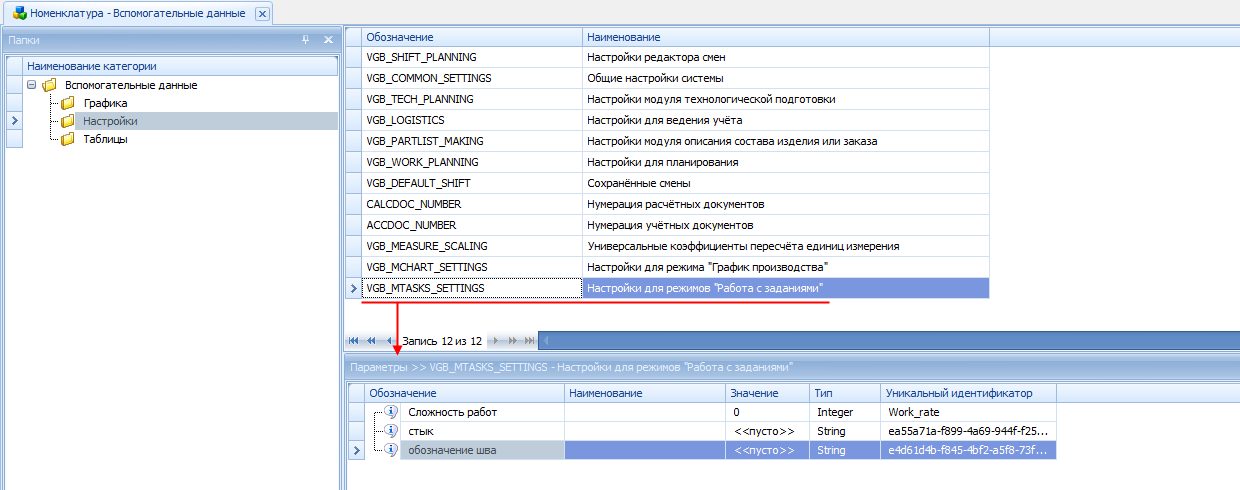 Рис. 46.
Рис. 46.
Важно: для использования укрупнённого нормирования нужно правильно указать это в настройках для планирования (см. соответствующий раздел настоящего руководства).
Укрупнённое нормирование выполняется только для изделия (партии изделий) целиком (узла первого уровня технологической карты заказа). Результатом является общая трудоёмкость в часах всех работ по изготовлению соответствующей партии изделий.
Расчёт производится по формуле: T = M * Tед, где
- T - общая трудоёмкость изделия, результат нормирования, сохраняется как параметр изделия в технологической карте (параметр компонента в коллекции компонентов);
- M - "определяющий" (основной) параметр изделия от которого зависит трудоёмкость изготовления, например, масса или объём. Задаётся для изделия, как параметр номенклатурной позиции.
- Тед - трудоёмкость на единицу измерения основного параметра изделия. Например "часов на тонну" или "часов на м3". Определяется по таблице в зависимости от значений произвольного количества уточняющих параметров, которые выбираются пользователем при нормировании (например, тип изделия, категория сложности, и т.п.)
Результат расчёта сохраняется как параметр партии изделий (компонента) T_MAN_HOUR.
Для настройки используется специальная номенклатурная позиция с обозначением VGB_TECH_PLANNING. Для настройки следует (см. рисунок):
- Добавить к номенклатуре VGB_TECH_PLANNING параметр T_MAN_HOUR;
- В качестве зависимого параметра к T_MAN_HOUR указать параметр, который будет являться "определяющим".
- В качестве связанного объекта к параметру T_MAN_HOUR указать таблицу (номенклатуру), по которой будет определяться трудоёмкость на единицу, в зависимости от значений "уточняющих" параметров, вид связи: LT_WR_Table.
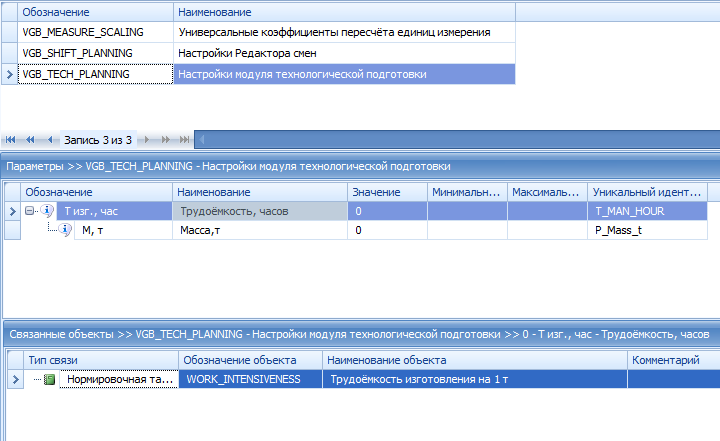 Рис. 47.
Рис. 47.
Пример таблицы для расчёта "Тед":
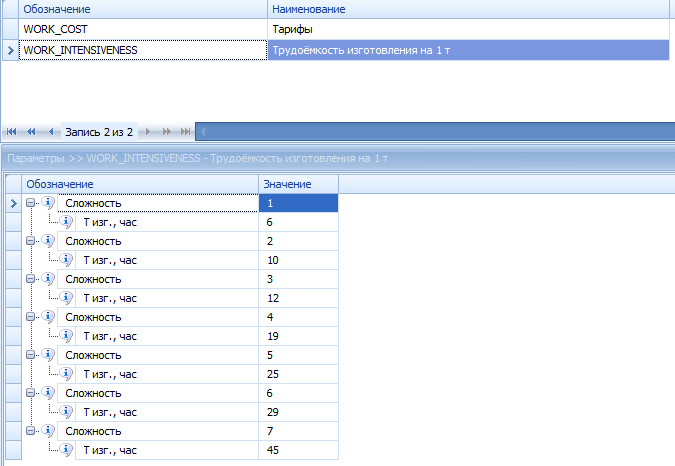 Рис. 48.
Рис. 48.
При добавлении позиций в заявки на производство, на закупку или на выдачу готовой продукции со склада, а также в состав производственного заказа в модуле Расчёт комплектации, требуется указывать количество и единицу измерения. Можно настроить программу, чтобы единицы измерения при этом подставлялись по умолчанию.
При необходимости для каждой номенклатурной позиции в справочнике можно задать свою единицу измерения по умолчанию (добавить к номенклатуре связанный объект - единицу измерения с типом связи LT_Default_Measure).
Также можно задать "общую" (наиболее часто используемую) единицу измерения по умолчанию, которая будет использоваться программой для любой номенклатуры, если для последней не задана явно "своя" единица измерения по умолчанию.
Чтобы задать общую единицу измерения по умолчанию, добавьте соответствующую единицу измерения, как связанный объект, к настроечной номенклатуре VGB_MEASURE_SCALING (Универсальные коэффициенты пересчёта единиц измерения). Используйте тип связи LT_Default_Measure.
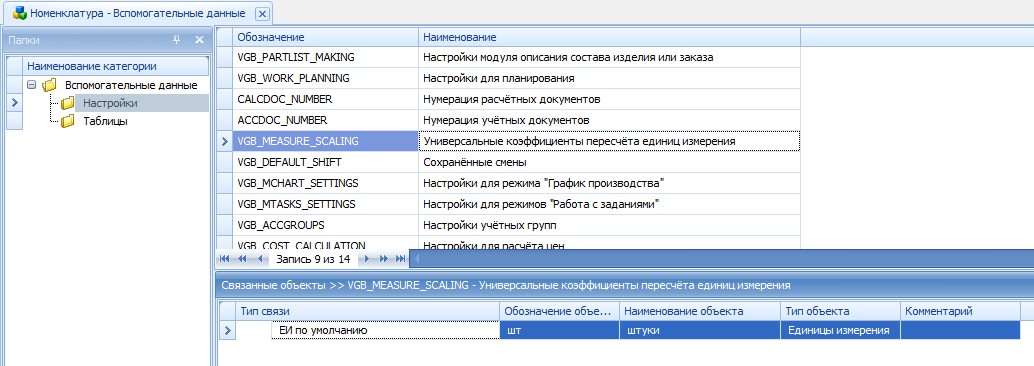 Рис. 49.
Рис. 49.
В режимах работы с заявками на производство или на закупку есть функция автоматической корректировки количества в соответствии с рекомендуемыми размерами партий. Чтобы задать для изделия рекомендуемый размер партии (оптимальное количество для запуска в производство или заказа у поставщика) добавьте к соответствующей номенклатурной позиции параметр Размер партии (VGB_BatchSize) с нужным значением.
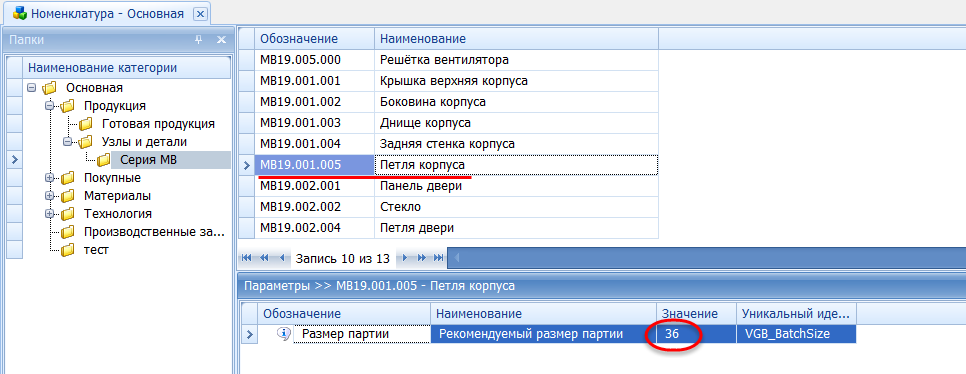 Рис. 50.
Рис. 50.
Количество в данном случае считается указанным в тех единицах изменения, которые заданы для данной номенклатуры по умолчанию.
При редактировании спецификаций или карт заказов с помощью модуля Состав изделия есть возможность сразу заполнять параметры деталей и сборочных единиц. Например, при добавлении детали в спецификацию можно сразу ввести массу этой детали.
В окне Состав изделия параметры деталей и узлов выводятся в виде дополнительных колонок. Список этих параметров (колонок) можно настроить самостоятельно. Для этого следует добавить соответствующие параметры к специальной номенклатурной позиции VGB_PARTLIST_MAKING. Всего можно подключать не более трёх дополнительных параметров одновременно.
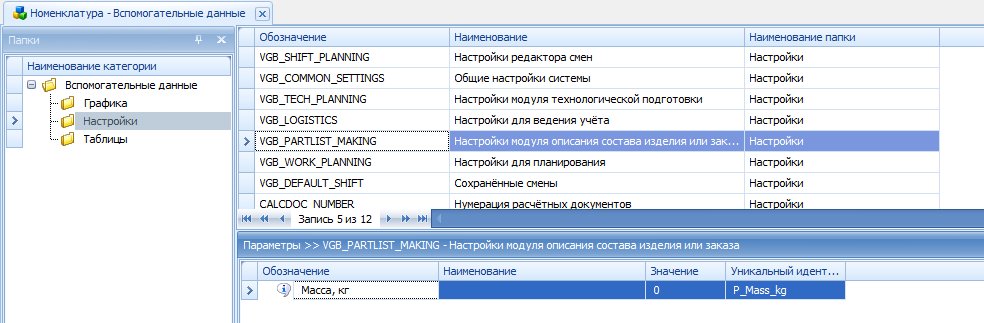 Рис. 51.
Рис. 51.
Также в окне Состав изделия предусмотрена возможность при добавлении детали в спецификацию сразу указывать основной материал, из которого изготавливается эта деталь. В подавляющем большинстве случаев эта информация вносится только для деталей собственного изготовления. А для деталей собственного изготовления прежде, чем вносить основной материал, рекомендуется создать в базе данных техпроцесс. Поэтому по умолчанию, если пользователь пытается добавить основной материал детали, и при этом на данную деталь не создан техпроцесс, программа создаёт его автоматически.
В некоторых очень редких случаях это может оказаться ненужным. Есть возможность отключить автоматическое создание техпроцессов при добавлении основного материала детали в окне Состав изделия. Для этого следует добавить специальный системный параметр VGB_MPAC_OFF (Логическое значение) со значением True к настроечной номенклатуре VGB_COMMON_SETTINGS (Общие настройки системы).
Если параметр VGB_MPAC_OFF отсутствует у номенклатуры VGB_COMMON_SETTINGS или его значение равно False, то опция автоматического создания техпроцесса при добавлении основного материала детали в окне Состав изделия считается включенной.
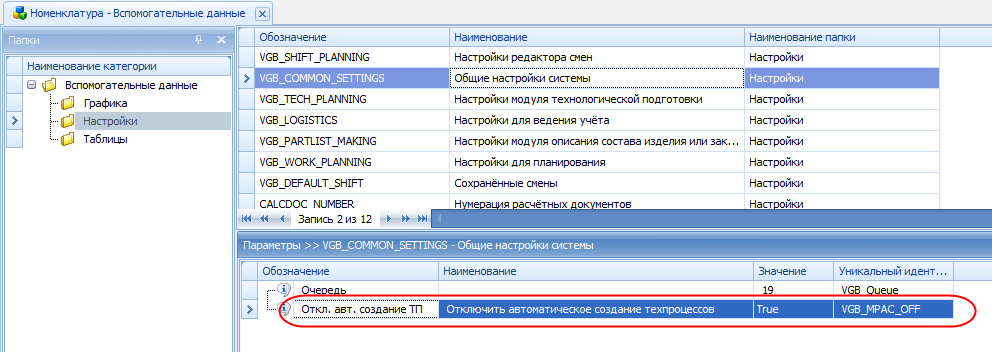 Рис. 52.
Рис. 52.
При заполнении спецификации или карты заказа с помощью модуля Состав изделия, а также при добавлении файлов к номенклатуре, к картам заказов, к расчётным или учётным документам, пользователь выбирает "тип связи", чем указывает является ли данная позиция, к примеру "деталью" или "стандартным изделием", или чем по смыслу является добавляемый файл и т.п.
Для удобства пользователя программа в этот момент ограничивает список типов связей, из которых можно выбрать нужное. Настройка этого списка производится с помощью специальной утилиты администратора. Нажмите в меню Настройка -> Настройки типов связей.
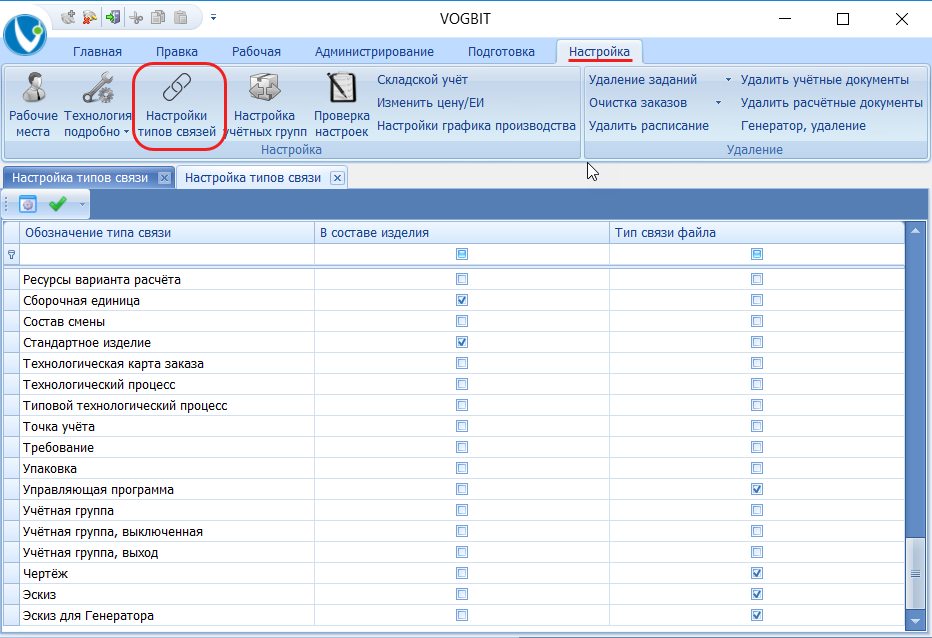 Рис. 53.
Рис. 53.
В колонке "В составе изделия" установите "галочки", для тех типов связей, которые должны быть доступны для выбора в окне Состав изделия. В колонке "Тип связи файла" установите "галочки" для типов связи, используемых при добавлении файлов.
Используется для автоматического присвоения номеров при создании новых "договоров" (режим "Договоры").
Нумерация может быть "общей", когда номер не зависит от того, кто создавал "договор", и отдельной для каждого "менеджера", когда номера присваиваются свои для каждого пользователя, который создаёт "договоры".
Если нумерация "общая", то параметр VGB_Contract_Template следует добавить к настроечной номенклатуре VGB_COMMON_SETTINGS. Если нумерация "индивидуальная" по пользователям, то параметр VGB_Contract_Template следует добавить к соответствующему пользователю в справочнике "Сотрудники".
В значениях параметра указывается:
- Значение - текущий номер договора (число);
- Минимальное значение - префикс
- Максимальное значение - окончание
Например, если внести значения, как показано на рисунке, то при создании следующего "договора" пользователем "Мартынов В." для него будет сгенерирован номер "МВ00080".
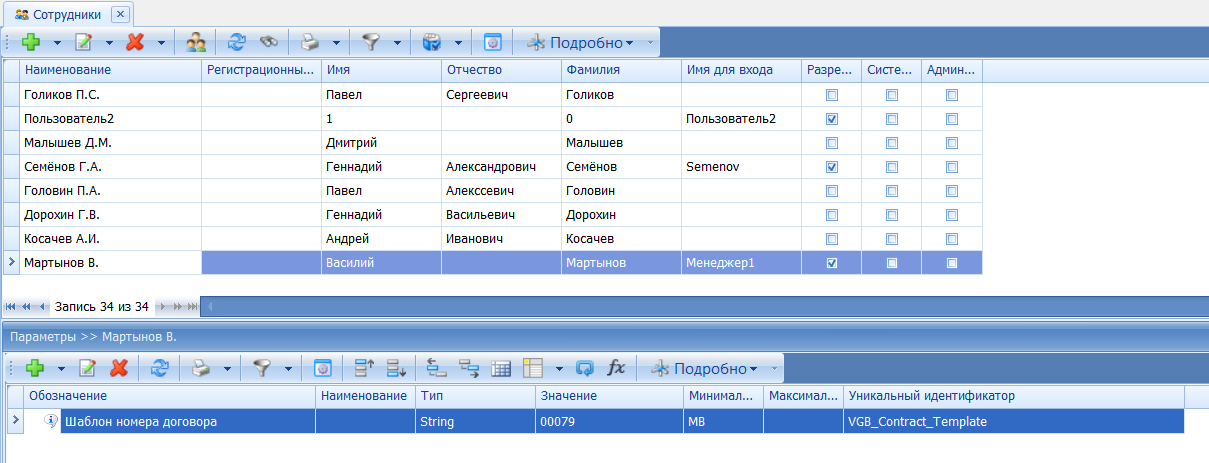 Рис. 54.
Рис. 54.
Используется для автоматического присвоения обозначений создаваемым "группам" при объединении деталей для совместной обработки (режим "Задания для объединения").
Обозначение присваивается по шаблону вида "<Префикс><Номер><Окончание>".
Шаблон и нумерация может быть "общей" (не важно, кто создаёт "группу") или отдельной для пользователя (у конкретного пользователя свой шаблон и нумерация для обозначений создаваемых им "групп").
Если шаблон и нумерация "общая", то параметр VGB_Group_Template следует добавить к настроечной номенклатуре VGB_COMMON_SETTINGS. Если шаблон и нумерация "индивидуальные" для пользователя, то параметр VGB_Group_Template следует добавить к соответствующему пользователю в справочнике "Сотрудники".
В значениях параметра указывается:
- Значение - текущий "номер" в обозначении "группы";
- Минимальное значение - префикс
- Максимальное значение - окончание
Например, если внести значения, как показано на рисунке, то при создании следующей "группы" любым пользователем для неё будет сгенерировано обозначение "ТО-00035-22".
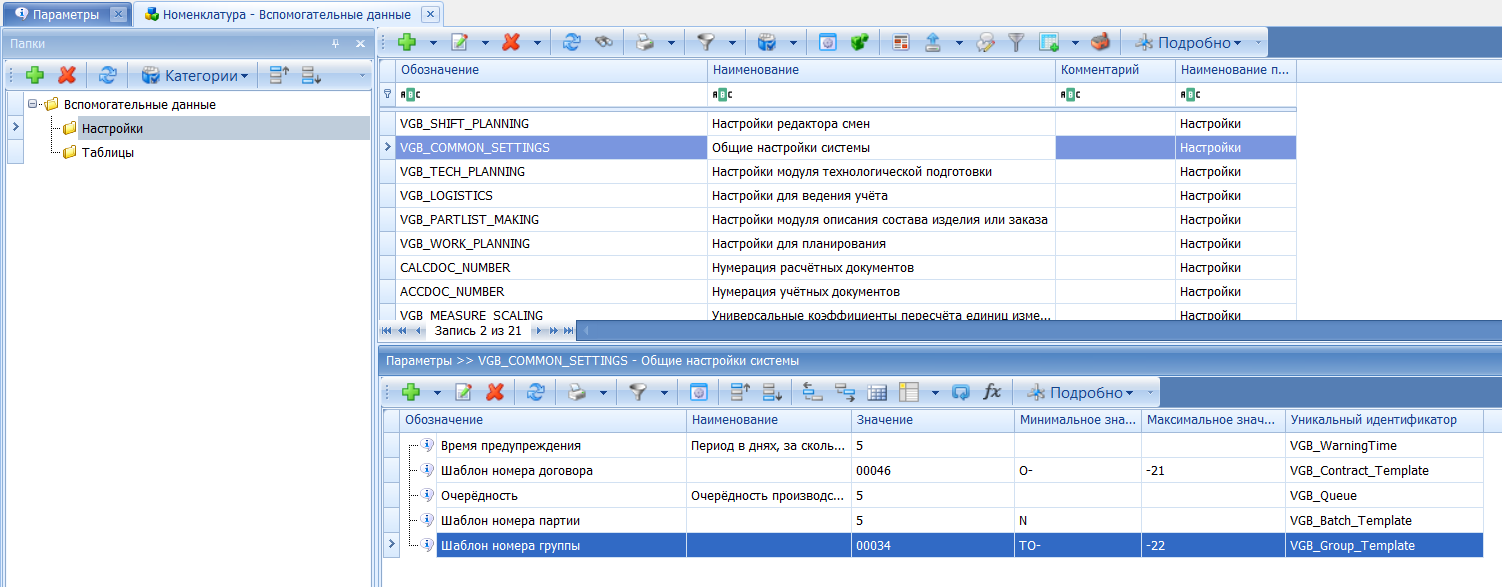 Рис. 55.
Рис. 55.
Во многих режимах работы, например, "График производства", "Статистика производства", "Состав" и "Технология" и др. предусмотрена возможность сохранения пользовательских настроек окна (видимость и расположение колонок, установленные фильтры, сортировки, условное форматирование и др.) для их применения при следующем открытии соответствующей экранной формы. Технически эти настройки хранятся локально, в виде XML файлов на компьютере пользователя. Благодаря этому каждый пользователь может сам настраивать себе желаемый вид экрана. В то же время существует и возможность для администратора первоначально "Распространить" созданные им настройки таких окон по рабочим местам пользователей. Чтобы при первом запуске вновь установленного приложения были сразу применены заданные настройки для определенных режимов.
Для этого нужно соответствующие XML файлы (с настройками форм) добавить в "Файлы" настроечной номенклатурной позиции VGB_COMMON_SETTINGS Общие настройки системы с типом связи Файл настроек экрана (LT_ScreenSettingsFile).
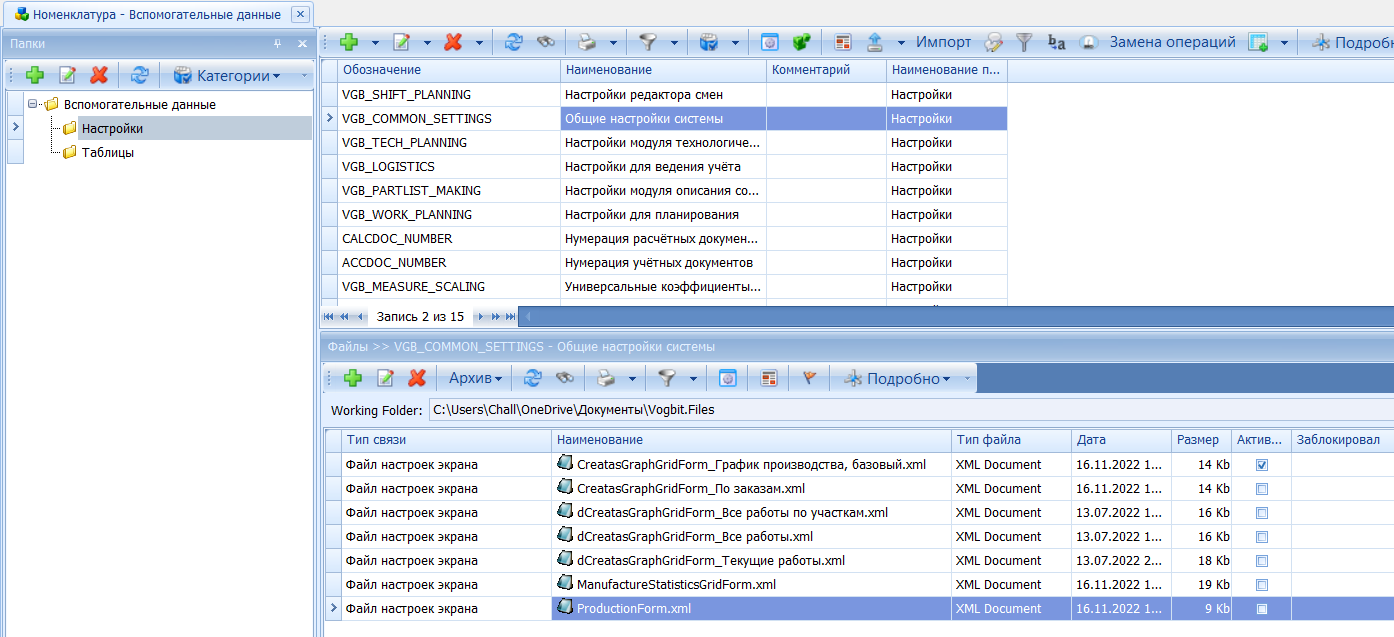 Рис. 56.
Рис. 56. В этом случае, если на компьютере пользователя ещё нет настроек соответствующих экранных форм, то в нужную папку (папка временных файлов клиентского приложения) при запуске VOGBIT будут помещены соответствующие XML файлы с настройками экранов.
1 После добавления изделия в календарный план пользователь может отредактировать на диаграмме поставленные по умолчанию значения (сдвинуть, "растянуть" и т.п.).
2 Приложение не входит в стандартный установочный дистрибутив, предоставляется по запросу администратору VOGBIT для использования в конкретной организации. Для работы приложения требуется отдельная лицензия VOGBIT (стандартная).