Модуль «Контроль»
Основное предназначение модуля «Контроль» - отражение в производственной системе помимо информации о выполнении работ и движении партий изделий в производстве также и моментов связанных с возникновением и устранением брака, выявлением отклонений, проведением технического контроля и фиксацией его результатов. А также накопление статистики проведения и результатов контроля с целью дальнейшего использования таковой в рамках задач управления качеством выпускаемой продукции.
Данное руководство посвящено модулю Контроль системы управления производством VOGBIT.
Основное предназначение модуля Контроль - отражение в производственной системе помимо информации о выполнении работ и движении партий изделий в производстве также и моментов связанных с возникновением и устранением брака, выявлением отклонений, проведением технического контроля и фиксацией его результатов. А также накопление статистики проведения и результатов контроля с целью дальнейшего использования таковой в рамках задач управления качеством выпускаемой продукции.
В руководстве описаны применяемая терминология, порядок работы с модулем Контроль, приведены некоторые примеры использования, а также дополнительные пояснения по тем особенностям работы с программой, на которые нужно обратить внимание. Отдельный раздел посвящен настройкам для работы с модулем Контроль.
Основное предназначение данного модуля программы - возможность корректного и достаточно полного отражения в системе VOGBIT процессов и результатов технического (операционного) контроля при изготовлении продукции. Включая выявление отклонений и их устранение, отбраковка, изготовление продукции взамен забракованной, доведение отбракованных изделий до состояния годных, использование отбракованных изделий для получения из них других изделий, а также изменение номенклатуры продукции по отношению к изначально запущенной в производство в процессе изготовления (по результатам контроля, испытаний, измерений и т.п.).
В первую очередь, данный модуль ориентирован на использование на предприятиях, имеющих в своей структуре полноценный Отдел Технического Контроля (ОТК). В то же время в простейшем варианте он может использоваться на любых, в том числе совсем небольших, производственных предприятиях для фиксации возникновения брака в процессе производства.
Под обобщенным термином Контроль в рамках данного руководства подразумевается действие или совокупность действий, которые являются неотъемлемой частью процесса изготовления изделия, но относятся не непосредственно к обработке (сборке и т.п. – основным технологическим операциям, направленным на изменение формы, размера, свойств изделия), а к оценке тем или иным способом полученных результатов обработки, свойств и характеристик изделия.
Контроль может выполняться после любой технологической операции в маршруте изготовления изделия (производственном маршруте), но не обязательно после каждой операции (такое тоже возможно, как предельный случай).
Далее перечисляются и описываются возможные результаты контроля, которые поддерживаются при работе с программой.
Признание проверенных изделий годными. Качество, свойства, параметры, характеристики и т.п. изделий соответствуют необходимым (допустимым) для дальнейшего их движения по маршруту обработки или использования по назначению.
Пример: приёмка партии изделий контролером ОТК, как годных.
В данном случае в системе фиксируется факт выполнения контроля (дата, ФИО контролёра) и при необходимости его результаты (измеренные характеристики, фотографии, документы, отчёты об измерениях и т.п.). С точки зрения количества изделий в партии или текущих производственных заданий никаких изменений это не за собой не влечет 1.
Передача части проверенных изделий обратно на место выполнения той технологической операции, после которой осуществлялся контроль, с целью устранения работником выявленных недостатков.
Пример: рабочий выполнил шлифовку 10-ти изделий и передал их на контроль. Контролёр признал качество поверхности у 3-х изделий недостаточным и вернул их на доработку. После повторной шлифовки и проверки изделия были признаны годными.
В данном случае помимо фиксации факта выполнения контроля происходят изменения на уровне текущих заданий для работников.
Не изменяется состав производственного заказа (перечень изготавливаемых изделий), не изменяется общее количество изготавливаемых изделий в партии. Изменения носят локальный характер, на уровне текущего задания для рабочего. Часть изделий, которые он ранее уже сдал, как готовые, в результате он обрабатывает ещё раз (или выполняет с ними другие действия, которые можно рассматривать, как часть данной технологической операции, направленные на устранение выявленных недостатков) и затем снова сдаёт, как готовые.
Часть проверенных изделий признаётся не годными, и выявленные недостатки не могут быть устранены доработкой.
В этом случае помимо фиксации факта контроля могут (но не обязательно) происходить изменения не только на уровне заданий для работников, но и на уровне состава производственного заказа: изменяется количество изделий в партии, которые движутся далее по маршруту, появляются новые позиции, которые нужно изготавливать или как-то дорабатывать и т.п.
В результате отбраковки/изменения далее возможны следующие варианты дальнейших действий (изменений):
Брак
Часть из проверенных изделий признаются не годными и не подлежащими дальнейшей обработке или использованию каким бы то ни было образом. Оставшиеся изделия в партии (признанные годными) продолжают своё движение по технологическому маршруту или передаются для использования по назначению.
Пример:
Изначально была запущена партия изделий в количество 100 шт. Контролер проверил изделия после третьей операции по маршруту и признал 4 шт. браком. Эти 4 забракованных изделия передали в изолятор брака. Оставшиеся 96 изделий – на следующую технологическую операцию по маршруту.
В данном случае помимо того, что фиксируется факт выполнения контроля, изменяется состав производственного заказа и задания для производства.
Если изначально считалось, что в партии движется 100 изделий, то теперь нужно учитывать, что в партии движется только 96 изделий, а 4 шт. из изначально запущенных уже к текущему моменту ушли в брак.
В заданиях для следующих по маршруту исполнителей, теперь будет фигурировать уже 96 шт. изделий, а не 100.
Запуск новой партии изделий для покрытия брака
По аналогии с предыдущим, только дополнительно в производство запускается новая партия таких же изделий для получения в итоге нужного количества готовых изделий с учётом образовавшегося брака.
Пример:
Из запущенной партии изделий в 12 шт. 2 шт. ушли в брак. Запускается дополнительная партия из 2-х аналогичных изделий для изготовления с нуля недостающих изделий.
В данном случае помимо фиксации факта проведенного контроля, изменения количества движущихся изделий в ранее запущенной партии, изменений в заданиях для рабочих, кроме этого появляется ещё одна новая позиция в производственном заказе (партия изделий): номенклатура изготавливаемых изделий при этом та же самая, что и в ранее запущенной партии, техпроцесс изготовления – аналогичный, количество – по усмотрению специалиста (пользователя).
Отделение забракованных изделий от основной партии с последующей их доработкой до состояния годных
Часть из проверенных изделий признаются не годными, однако путем тех или иных дополнительных действий (обработки), отличных от стандартного техпроцесса изготовления подобных изделий, предполагается доработать эти изделия до состояния годных.
Пример:
Была запущена партия из 12 изделий. На 4-й операции по маршруту одно изделие ушло в брак. Однако, путем дополнительных действий с ним (вырезать часть, вварить, зашлифовать, далее обработать) предполагается довести его до состояния годного. Из первоначальной партии, начиная с 5-й операции по маршруту, движется далее 11 шт. изделий. На отбракованное изделие выпускается новый отдельный маршрутный лист со своим номером и маршрутом, который отличается от стандартного.
В целом, данный вариант аналогичен предыдущему: контроль, фиксация брака, уменьшение количества изделий из ранее запущенной партии, движущихся далее по маршруту, добавление в производственный заказ новой партии изделий (таких-же по номенклатуре). Отличие в том, что изделия в этой новой партии изготавливаются не с нуля, а путем некоей нестандартной доработки изделий, отбракованных из ранее запущенной партии, с целью получения в конечном итоге из них годных.
Этот же вариант может быть использован в случае, когда часть забракованных изделий отделяется от основной партии не для доработки их до состояния годных, а с целью использования неким другим образом, например для проведения разрушающего контроля. Фактически порядок дальнейших действий с выделенными из основной партии отбракованными изделиями определяется тем, какие будут созданы задания, связанные с этими вновь появившимися позициями производственного заказа.
Изменение
В зависимости от результатов контроля (испытаний, измерений и т.п.) запущенные изначально единой партией (как одна номенклатура) изделия далее могут позиционироваться, как другая (разная) номенклатура изделий при последующей их обработке и/или использовании.
Пример 1. Изготавливали длинный вал. Допустили брак, исправить его невозможно. Но можно обрезать часть текущей полученной заготовки и из оставшейся части сделать 2 шт. других вала, более коротких. То есть номенклатура и количество полученных в результате готовых деталей, отличаются от того, что запускали изначально.
Пример 2. Изготовление электронных компонентов. Запускаются изделия одной партией, но после испытаний (измерений) в зависимости от полученных результатов изделия могут далее маркироваться и продаваться, как разная готовая продукция.
В этом случае, как и в предыдущих двух, в производственном заказе в результате возникает новая партия изделий (возможно, сразу несколько разных), но при этом сама номенклатура этих вновь появившихся позиций отличается от изначально запущенных.
Наличие и возможность переключения, так называемых Уровней контроля 2, позволяет упростить работу с программой для тех пользователей, которым не нужны все возможности, заложенные в модуле Контроль, а достаточно только базовых его функций. Всего на текущий момент предусмотрено три Уровня: Минимальный, Средний и Высокий.
Выбор более низкого уровня сокращает количество кнопок, окон и информации в них, которые используются при работе с модулем Контроль, но и несколько ограничивает возможности по фиксации в программе различной информации, связанной с проведением контроля и его результатами. Выбор более высокого уровня расширяет доступные возможности, но, соответственно, и увеличивает количество используемых кнопок, окон и информации в них.
По умолчанию, если специально не выполнять в программе никаких настроек, будет включён самый простой – Минимальный уровень. Чтобы задействовать Средний или Высокий уровень контроля нужно внести изменения в настройки, как описано в соответствующей главе настоящего руководства, в разделе Настройки.
Подразумевает наиболее простой вариант использования возможностей модуля Контроль. Позволяет выполнять основную функцию – фиксировать в программе факт возникновения брака при изготовлении партии изделий и количество отбракованных изделий. При желании можно также указывать вид дефекта (например, для того, чтобы потом получить из VOGBIT статистику возникновения брака не только по количеству, но и по видам брака), но это необязательно.
Дополнительно можно сопроводить в программе информацию о факте возникновения брака текстовым комментарием или приложить файлы. Например, фотографии или скан документа.
Доступны возможности для создания новых позиций в производственном заказе, связанных с фактом возникновения брака. Например, запуск новой, дополнительной партии таких же изделий для покрытия потерь в связи с браком, отделение забракованных изделий от основной партии в отдельную для последующей доработки их до состояния годных, или вообще изготовление другой номенклатуры изделий из забракованных в процессе изготовления основной партии продукции.
Расширяет доступные возможности по сравнению с Минимальным уровнем. Помимо фиксации возникновения брака доступна функция возврата на доработку (подробнее см. раздел Результаты контроля настоящего руководства).
При внесении информации о результатах контроля дополнительно можно указать ФИО контролера, дату и смену – кто и когда проводил контроль 3.
При оформлении Брака или Возврата на доработку помимо указания вида отклонения (вида дефекта), добавления текстовых комментариев и файлов есть возможность при необходимости фиксировать в системе любые дополнительные характеристики (свойства), относящиеся к данному факту проведения контроля и более детально описывающие полученные результаты. Например, фактически полученные при контроле результаты измерений и т.п. Можно использовать для этой цели числовые значения, текстовые поля, значения типа галочка (есть/нет), даты, время. Набор таких дополнительных свойств (полей, параметров) не ограничен, вы можете определять его самостоятельно. Зафиксированные при оформлении брака или возврата на доработку подобным образом дополнительные параметры затем доступны в Статистике контроля и могут в дальнейшем использоваться для различной аналитики.
Открывает доступ ко всем возможностям, заложенным в модуле Контроль.
Помимо оформления Брака и Возврата на доработку доступна функция Приемка (подробнее см. раздел Результаты контроля настоящего руководства), предназначенная для детальной фиксации в системе факта приемки контролером изделий, как годных. С указанием ФИО контролёра и даты проведения контроля, при необходимости – дополнительных свойств: фактические измеренные характеристики проверенных изделий, фотографии, документы, протоколы изменений, комментарии и т.п.
Дополнительно ко всем возможностям, которые доступны на Минимальном и Среднем уровне, на Высоком уровне при фиксации факта приёмки, возврата на доработку или брака можно не только указать количество изделий, вид дефекта, различную дополнительную информацию, но и конкретизировать какие именно контролировались изделия из сданных работниками по соответствующей технологической операции. Пример применения: изготовление электронных приборов, участок выводного монтажа. Несколько монтажников параллельно работают с платами из одной и той же партии и каждый передаёт готовые платы контролеру ОТК. Контролер фиксирует не только сам факт возврата каких-то плат на доработку, но и из сданных каким конкретно монтажником он возвращает платы на участок для устранения выявленных недостатков.
С учетом возможности внесения более полной информации о результатах контроля (приёмки, возврата на доработку, выявления брака) на Высоком уровне расширенный вид имеет форма История контроля (выводится больше информации, чем на Минимальном или Среднем уровне).
| Возможность | Уровень контроля | ||
|---|---|---|---|
| Мин. | Высокий | Средний | |
| Фиксация возникновения брака при изготовлении партии изделий | + | + | + |
| Указание вида дефекта | + | + | + |
| Добавление связанных файлов (фото, документы, протоколы испытаний, отчёты измерительных машин и т.п.) | + | + | + |
| Создание новой партии изделий в производственном заказе в связи с выявленными отклонениями/браком (запуск дополнительного количества изделий, исправление брака, изготовление других изделий из отбракованных) | + | + | + |
| Добавление дополнительных параметров (числовых, текстовых и др.) для более подробного описания результатов контроля и последующей аналитики | + | + | |
| Возврат изделий на доработку | + | + | |
| Указание/изменение информации о времени проведения контроля и ФИО контролёра | + | + | |
| Приёмка изделий, как годных | + | ||
| Указание при оформлении возврата, брака или приёмки, из каких конкретно изделий, сданных работниками по данной технологической операции, эти изделия | + | ||
Основное предназначение модуля Контроль - отражение в системе управления производством VOGBIT фактов возникновения отклонений или брака при выполнении определённой технологической операции в процессе изготовления партии деталей или сборочных единиц.
Соответственно, работа с модулем Контроль всегда начинается с выбора интересующей вас в данный момент партии деталей (сборочных единиц) и операции в маршруте её изготовления. Той, по которой вы хотите сейчас внести новую информацию (обнаружены отклонения, брак или просто зафиксировать факт проведения контроля) или просмотреть, изменить или дополнить внесенное ранее.
Выбрать нужную партию деталей (сборочных единиц) и операцию в маршруте её изготовления можно разными способами. В этой главе рассмотрены основные из них.
Данный вариант удобен, если у Вас под рукой есть любой документ из производства со штрих-кодом той партии деталей или сборочных единиц, с изделиями из которой вы сейчас работаете (ну и, конечно, сканер штрих-кодов). Это может быть маршрутный лист, сопроводительный ярлык, сменное задание, наклейка на чертеже и т.п. – любой документ, в котором есть сформированный с помощью VOGBIT штрих-код интересующей вас партии деталей (сборочных единиц).
В этом случае:
В меню нажмите Производство – Контроль (Ошибка: источник перёкрестной ссылки не найден).
 Рис. 1. Кнопка Контроль в основном меню
Рис. 1. Кнопка Контроль в основном меню
Считайте штрих-код с документа, относящегося к нужной партии деталей (Ошибка: источник перёкрестной ссылки не найден).
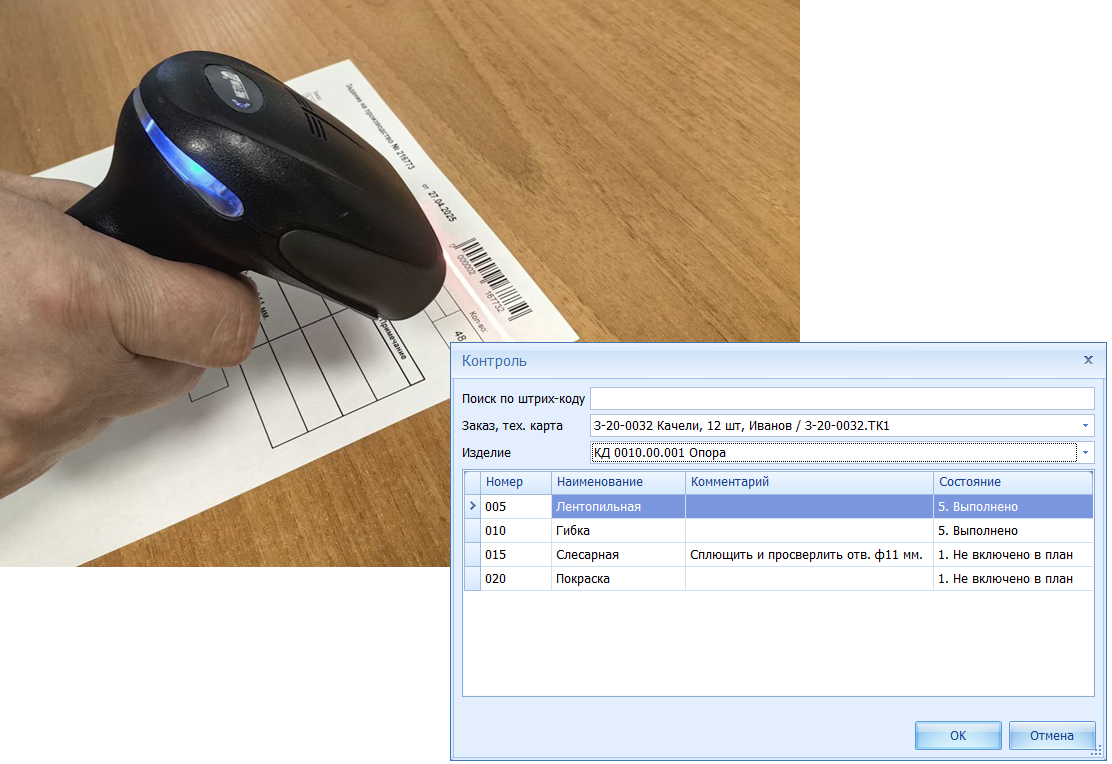 Рис. 2. Переход к окну Контроль посредством считывания штрих-кода с сопроводительного документа
Рис. 2. Переход к окну Контроль посредством считывания штрих-кода с сопроводительного документа
В пустом ранее окне появится информация о производственном заказе и соответствующей партии деталей (сборочных единиц), а ниже маршрут её изготовления. Выберите нужную операцию в маршруте и нажмите Ок (Ошибка: источник перёкрестной ссылки не найден).
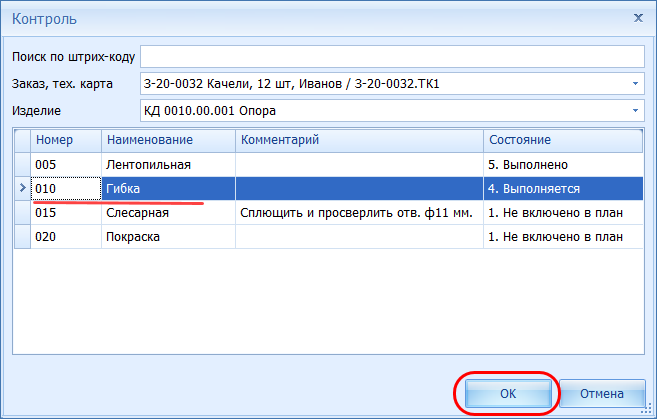 Рис. 3. Выбор операции
Рис. 3. Выбор операции
Далее откроется основное окно модуля Контроль, которое подробно описано в следующем разделе настоящего руководства.
Этот вариант подразумевает, что вы сначала выбираете производственный заказа, в рамках которого изготавливается интересующая вас партия деталей или сборочных единиц, а затем саму эту партию, посредством ввода с клавиатуры части номера или названия, по которой легко можете найти нужное.
Выберите в меню Производство – Контроль (Ошибка: источник перёкрестной ссылки не найден).
 Рис. 4. Кнопка Контроль в основном меню
Рис. 4. Кнопка Контроль в основном меню
Нажатием TAB на клавиатуре или с помощью мыши перейдите в открывшемся окне в поле Заказ, тех. карта. Начинайте вводить с клавиатуры часть номера производственного заказа или его названия, по которой сможете легко идентифицировать нужный вам заказ. В списке чуть ниже отобразятся действующие производственные заказы, удовлетворяющие заданным условиям поиска (у которых в номере или в названии встречается введённое вами). Выберите интересующий вас производственный заказ (Ошибка: источник перёкрестной ссылки не найден).
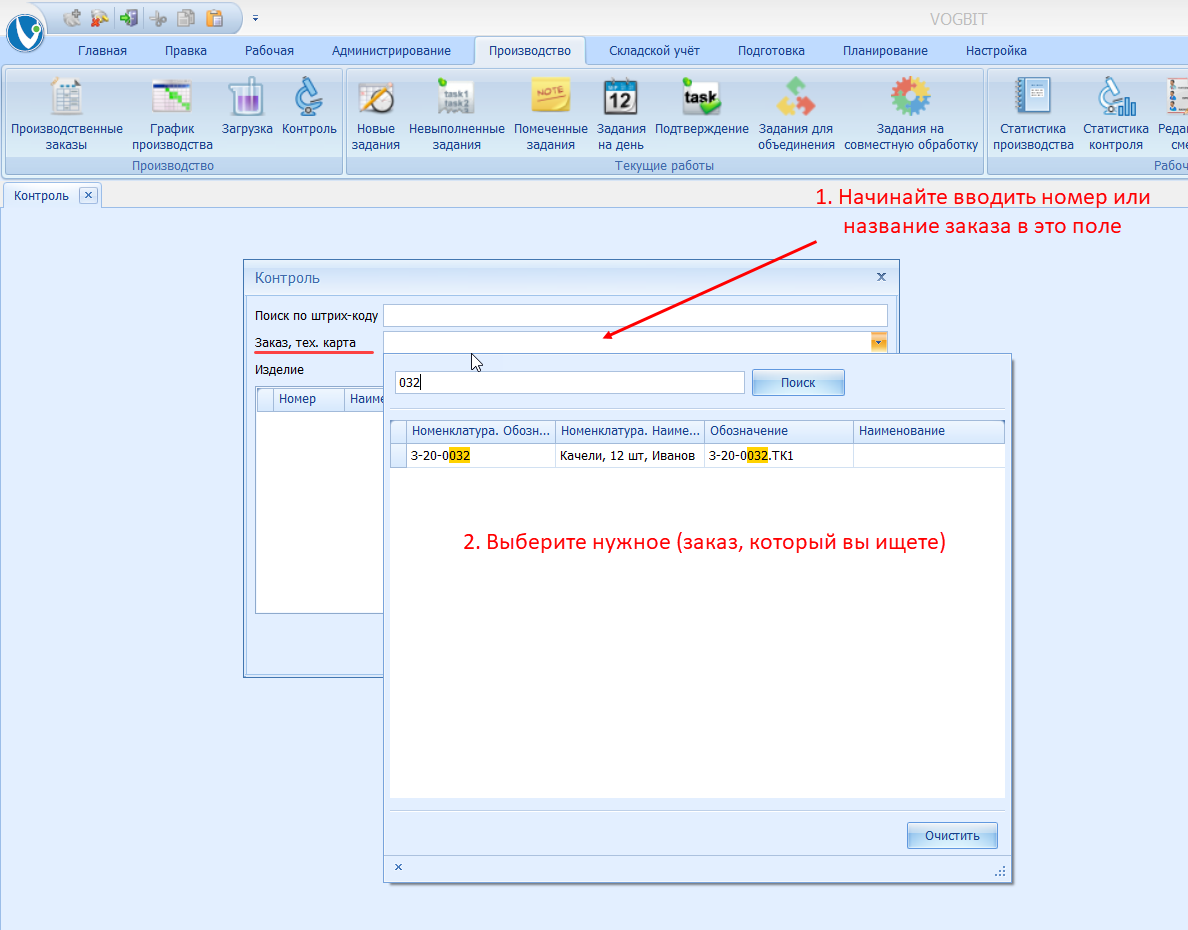 Рис. 5. Выбор производственного заказа
Рис. 5. Выбор производственного заказа
Нажатие TAB на клавиатуре или перемещением курсора мыши перейдите в поле Изделие. Начинайте вводить часть обозначения (номера чертежа) или наименования интересующей вас детали или сборочной единицы. По аналогии, ниже отобразится список подходящих (удовлетворяющих заданным критериям поиска) изделий в рамках выбранного производственного заказа. Выберите нужную партию изделий (Ошибка: источник перёкрестной ссылки не найден).
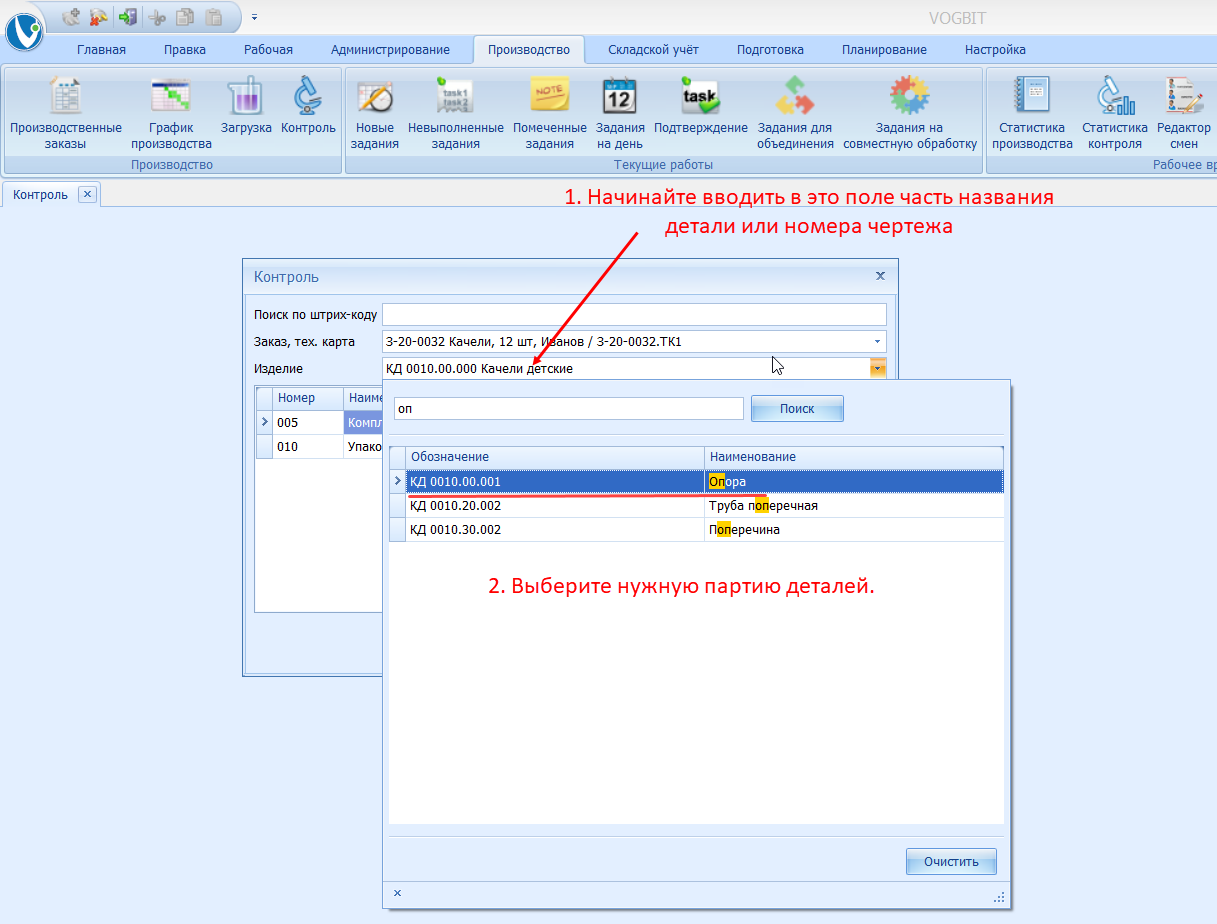 Рис. 6. Выбор партии деталей (сборочных единиц)
Рис. 6. Выбор партии деталей (сборочных единиц)
Ниже отобразится маршрут изготовления выбранной партии изделий. Выберите интересующую Вас операцию и нажмите Ок (Ошибка: источник перёкрестной ссылки не найден).
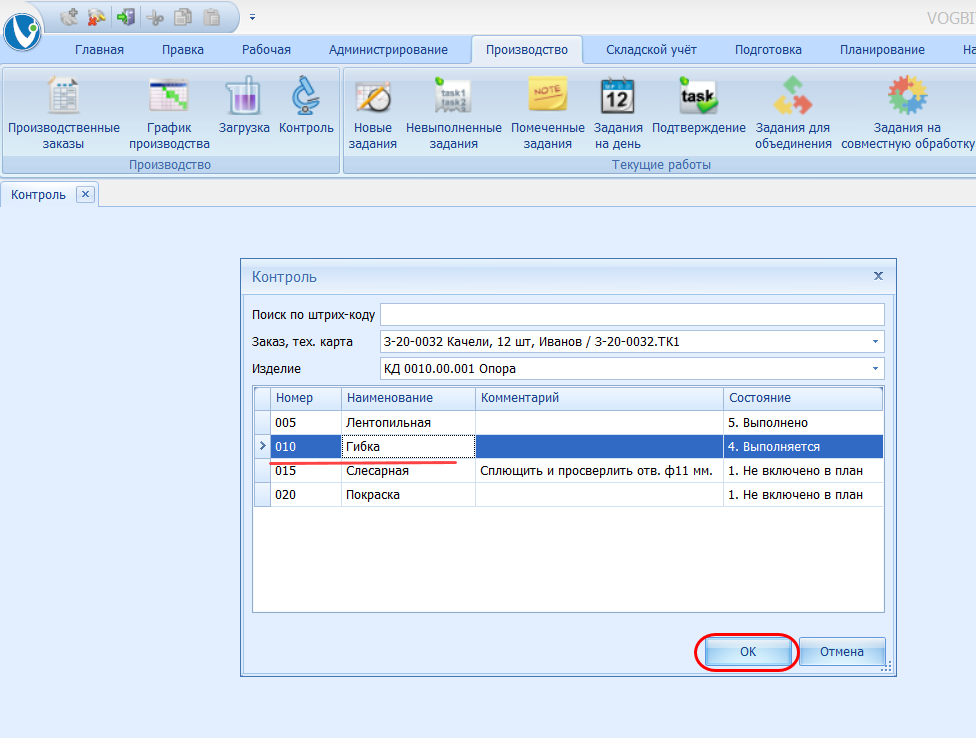 Рис. 7. Выбор операции
Рис. 7. Выбор операции
Далее откроется основное окно модуля Контроль, которое подробно описано в следующем разделе настоящего руководства.
Откройте любым удобным способом окно График производства с информацией по интересующему вас производственному заказу и партии изделий. Например так:
В меню выберите Производство – Производственные заказы (Ошибка: источник перёкрестной ссылки не найден).
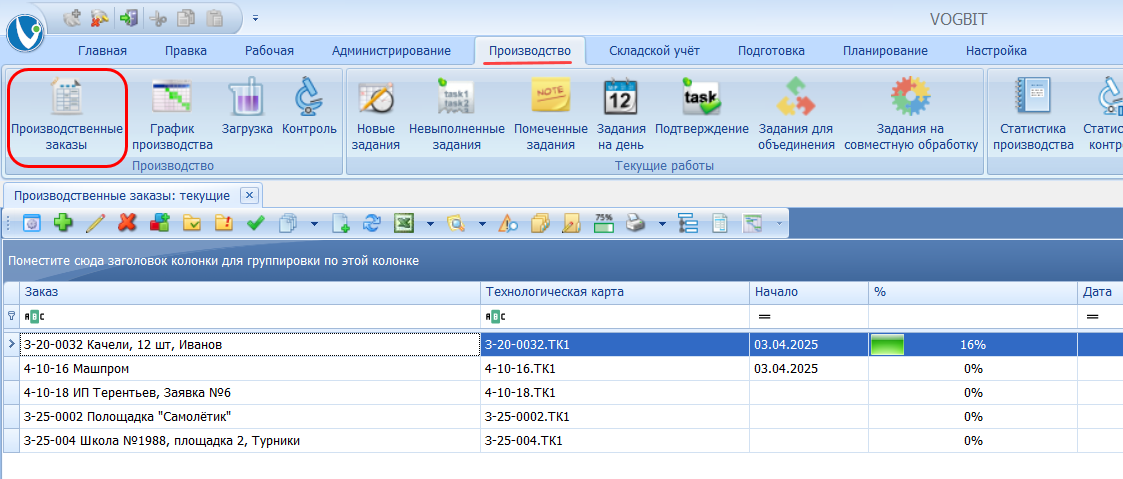 Рис. 8. Переход к окну Производственные заказы
Рис. 8. Переход к окну Производственные заказы
Выберите нужный производственный заказ (можно с использованием быстрого поиска или строки авто-фильтра). Откройте для него окно График производства. Для этого дважды щёлкните на выбранном заказе левой кнопкой мыши или воспользуйтесь контекстным меню, которое вызывается правой кнопкой мыши (Ошибка: источник перёкрестной ссылки не найден).
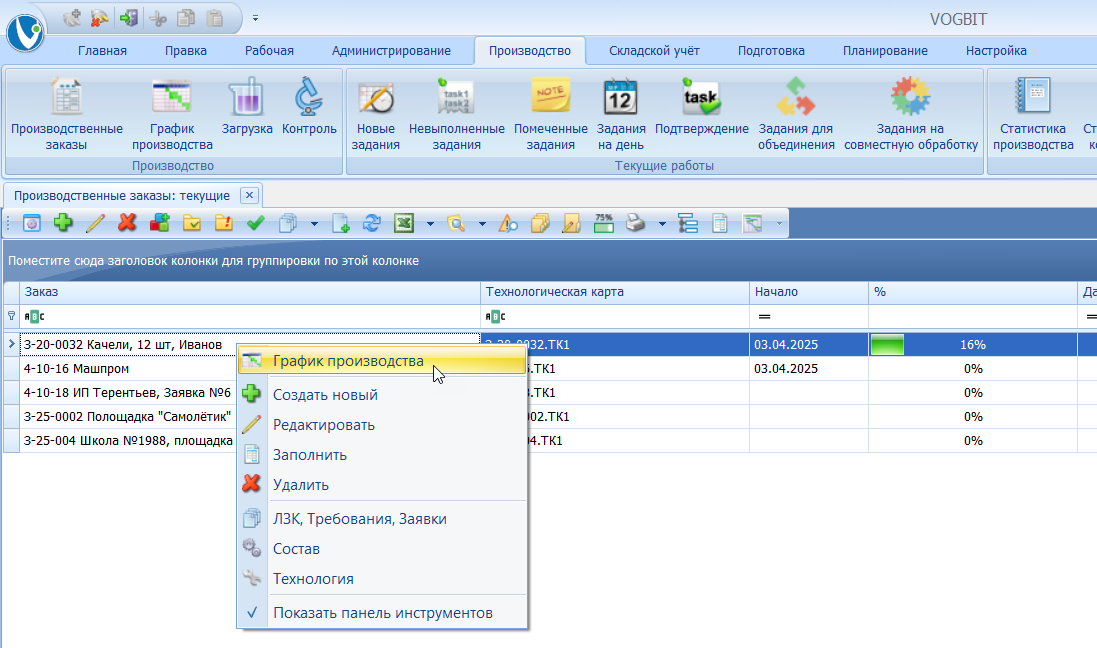 Рис. 9. Переход к окну График производства
Рис. 9. Переход к окну График производства
В окне График производства выберите интересующую вас партию деталей и нажмите в основном меню Производство – Контроль (Ошибка: источник перёкрестной ссылки не найден).
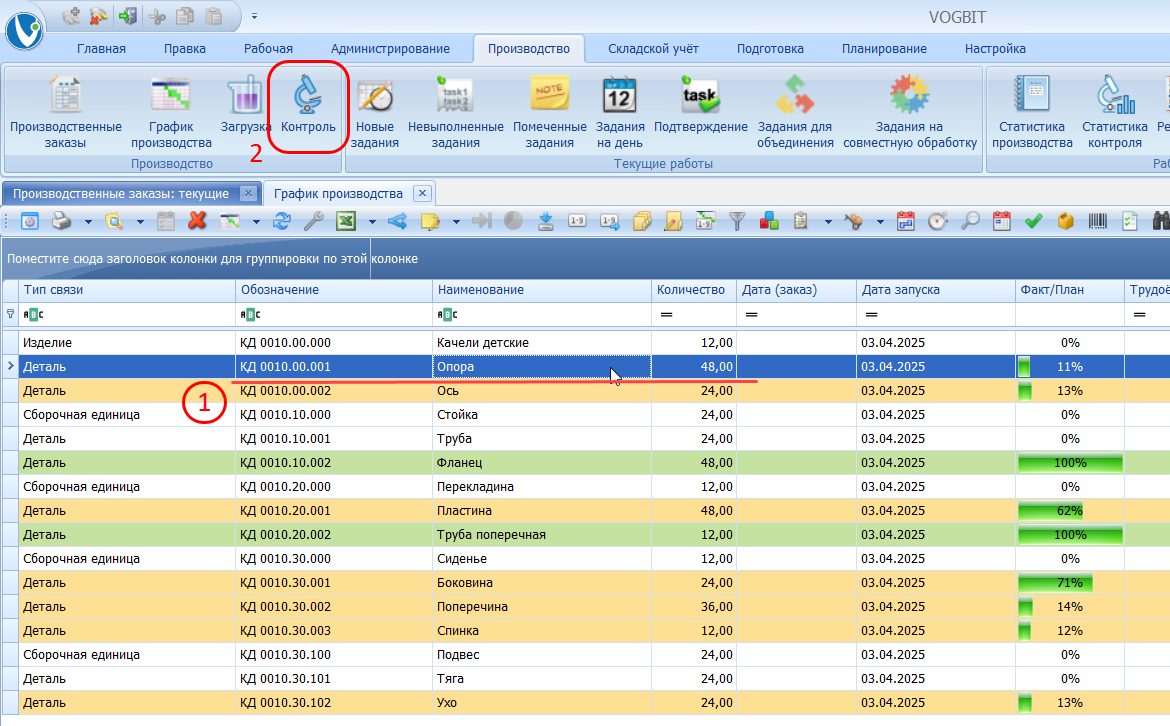 Рис. 10. Выбор партии деталей и переход к режиму Контроль
Рис. 10. Выбор партии деталей и переход к режиму Контроль
Откроется уже знакомое вам по предыдущим главам окно запуска режима Контроль, но в этот раз вся информация в нем уже заполнена, и остается только выбрать нужную операцию в маршруте изготовления (Ошибка: источник перёкрестной ссылки не найден).
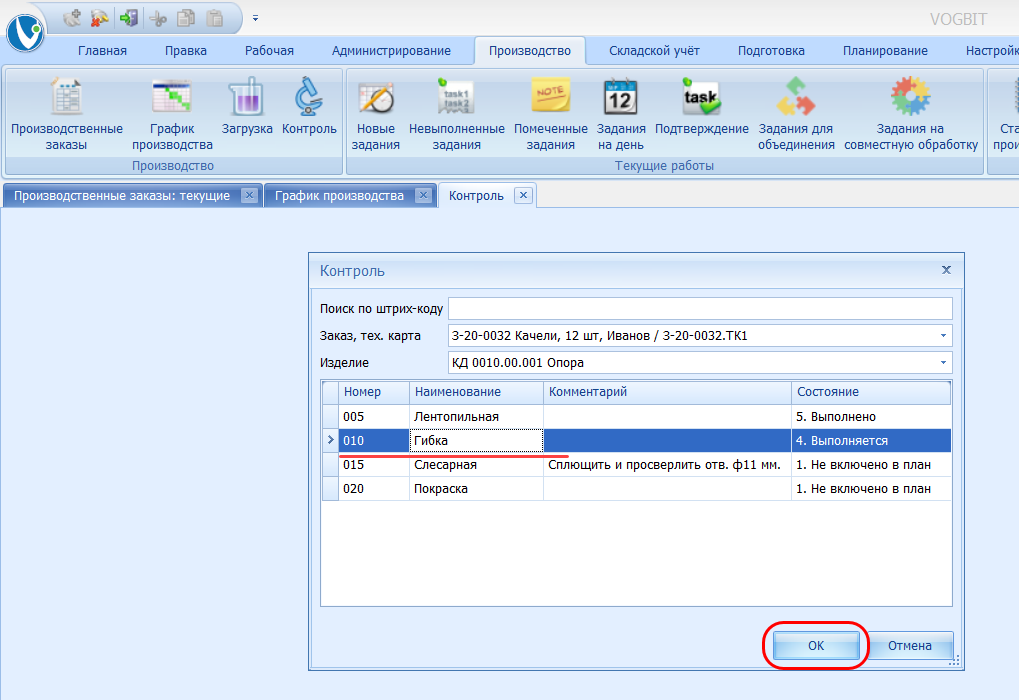 Рис. 11. Выбор операции в маршруте изготовления
Рис. 11. Выбор операции в маршруте изготовления
Нажмите Ок, чтобы перейти к основному окну модуля Контроль, которое подробно описано в следующем разделе настоящего руководства.
Ещё один вариант – использовать режим График производства – Подробно, где одна строчка соответствует конкретной операции в маршруте изготовления определённой партии деталей или сборочных единиц. В этом случае нажатие Производство – Контроль в главном меню (Ошибка: источник перёкрестной ссылки не найден) сразу открывает основное окно Контроль (подробнее смотрите в следующем разделе настоящего руководства) для соответствующей партии деталей и операции в маршруте её изготовления.
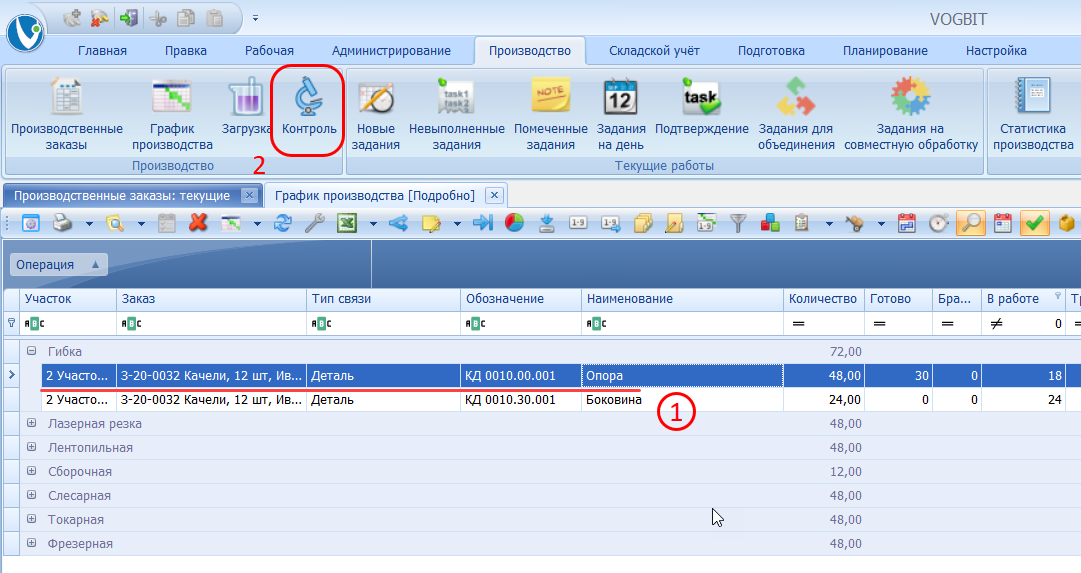 Рис. 12. Переход к режиму Контроль из окна График производства - Подробно
Рис. 12. Переход к режиму Контроль из окна График производства - Подробно
Кроме того, можно перейти в режим Контроль из окна Работы - подробная информация о ходе изготовления конкретной партии деталей или сборочных единиц (вызывается двойным щелчком на партии деталей в окне График производства). В этом случае выберите в окне Работы интересующую операцию в маршруте и нажмите кнопку  Контроль в панели управления (Ошибка: источник перёкрестной ссылки не найден).
Контроль в панели управления (Ошибка: источник перёкрестной ссылки не найден).
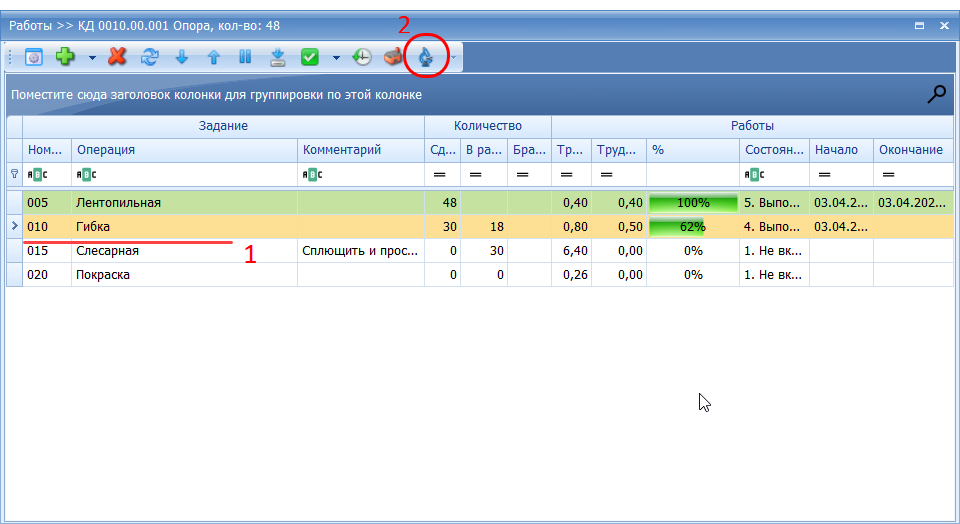 Рис. 13. Переход к режиму Контроль из окна Работы
Рис. 13. Переход к режиму Контроль из окна Работы
Начнем рассмотрение работы с модулем Контроль с базовых его составляющих, которые присутствуют при выборе любого Уровня контроля.
Основное окно Контроль выглядит, как показано на Ошибка: источник перёкрестной ссылки не найден. На рисунке показан вариант, соответствующий Минимальному уровню (по умолчанию, если ничего не настраивать в программе). Отличия, появляющиеся на более высоких уровнях, будут рассмотрены далее.
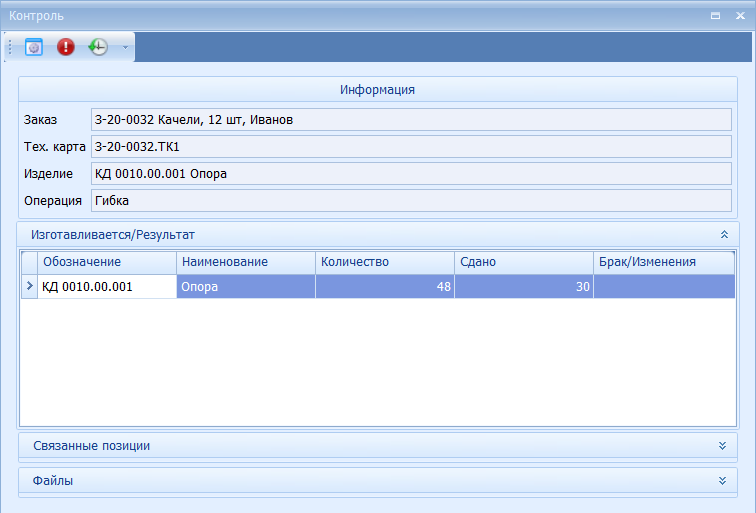 Рис. 14. Основное окно Контроль (Минимальный уровень)
Рис. 14. Основное окно Контроль (Минимальный уровень)
Область информации (Ошибка: источник перёкрестной ссылки не найден) содержит данные о партии деталей (сборочных единиц) и операции в маршруте её изготовления, с которой сейчас идёт работа, а также в рамках какого производственного заказа (карты заказа) изготавливается данная партия изделий.
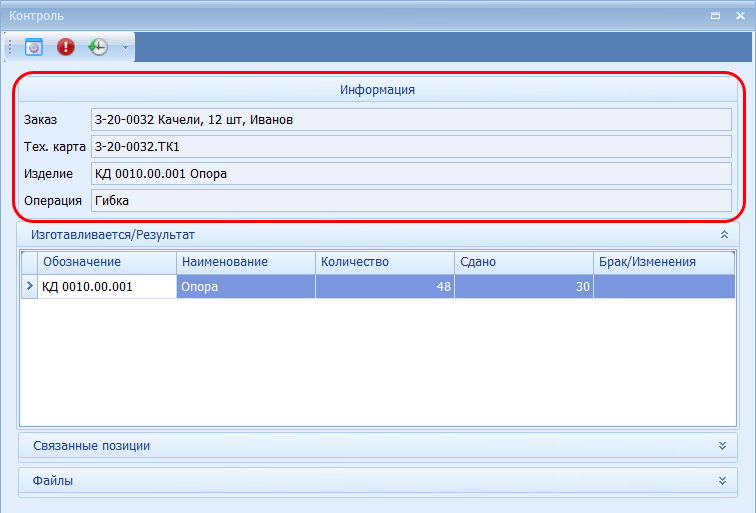 Рис. 15. Область Информация
Рис. 15. Область Информация
Ниже (Ошибка: источник перёкрестной ссылки не найден) расположена область, где представлены сводные данные о выполнении работ и результатах контроля по данной операции: Обозначение и наименование изготавливаемых изделий 4, количество их в партии на текущий момент, количество изделий, сданных работниками по данной операции, и сколько из них было забраковано.
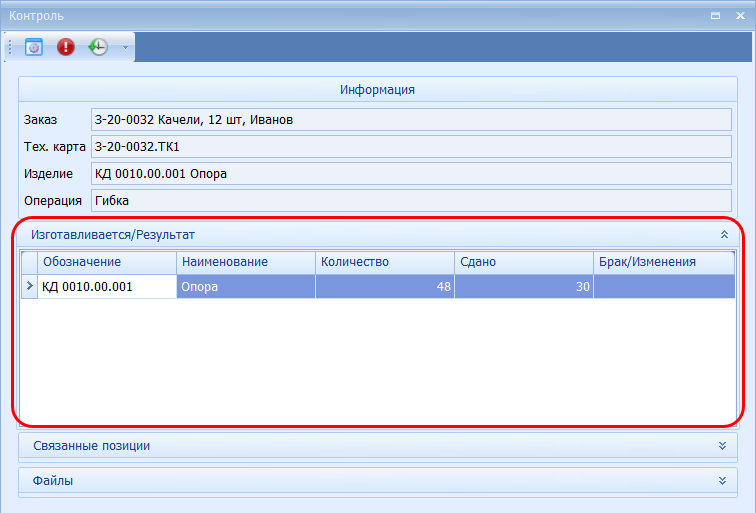 Рис. 16. Сводные данные по выбранной операции в маршруте изготовления партии изделий
Рис. 16. Сводные данные по выбранной операции в маршруте изготовления партии изделий
Ещё ниже представлена дополнительная информация:
- Другие партии изделий (если таковые есть), которые появились в связи с отклонениями/браком, выявленными на данной операции (область Связанные позиции).
- Различные файлы (если таковые есть), связанные с выполнением контроля и выявлением отклонений на данной операции. Например, фотографии и т.п.
Соответствующие области далеко не всегда нужны для работы и далеко не всегда в них присутствует какая-либо информация. Поэтому по мере необходимости их можно развернуть (Ошибка: источник перёкрестной ссылки не найден) или свернуть (Ошибка: источник перёкрестной ссылки не найден) с помощью стрелочек справа.
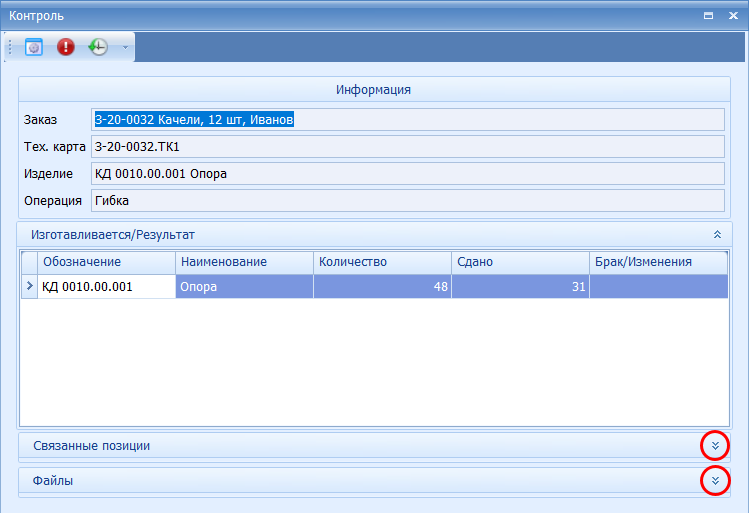 Рис. 17. Развернуть области с дополнительной информацией
Рис. 17. Развернуть области с дополнительной информацией
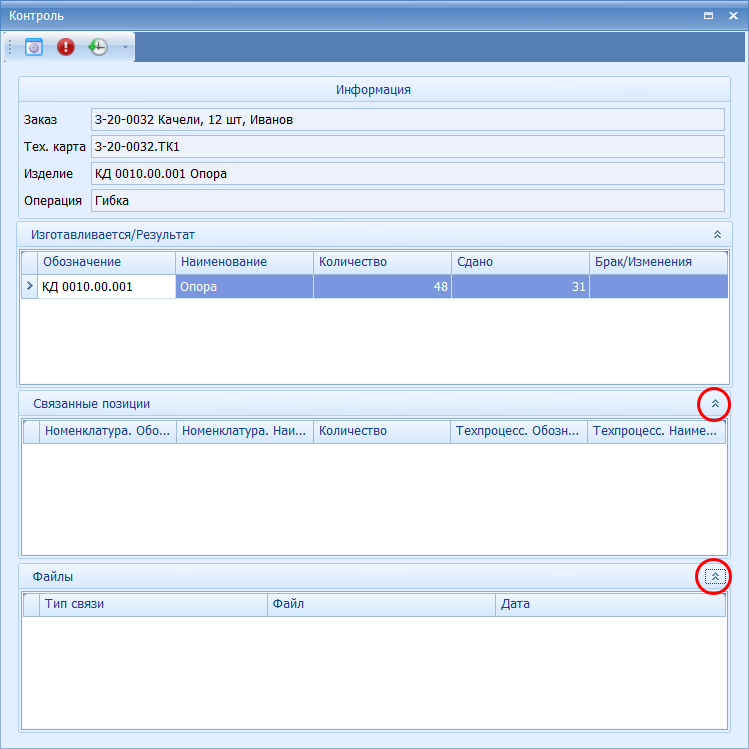 Рис. 18. Свернуть области с дополнительной информацией
Рис. 18. Свернуть области с дополнительной информацией
Для выполнения действий в окне Контроль, например, чтобы внести информацию о выявленных отклонениях/браке, используются команды (кнопки) в панели инструментов, которая по умолчанию расположена в верхней части окна 5 . Подробнее все основные команды (функции) рассмотрены в следующих главах настоящего руководства.
С помощью данной функции можно:
- Вносить в VOGBIT информацию о возникновении брака в процессе изготовления партии изделий с указанием количества забракованных изделий и вида дефекта (последнее не обязательно).
- Сопровождать при желании эту информацию различными файлами (фото, сканы и т.п.).
- Создавать в производственном заказе новые позиции в связи с выявленными отклонениями (браком). В том числе: запуск дополнительного количества изделий взамен забракованных, доработка забракованных изделий до состояния годных по альтернативному техпроцессу, изготовление другой номенклатуры изделий из отбракованных в рамках изготовления основной партии.
- При необходимости добавлять различные дополнительные (уточняющие) данные, например, результаты проведенных измерений и др. (при использовании Среднего или Высокого уровня контроля).
Нажмите в основном окне Контроль кнопку  Брак/Изменение (Ошибка: источник перёкрестной ссылки не найден).
Брак/Изменение (Ошибка: источник перёкрестной ссылки не найден).
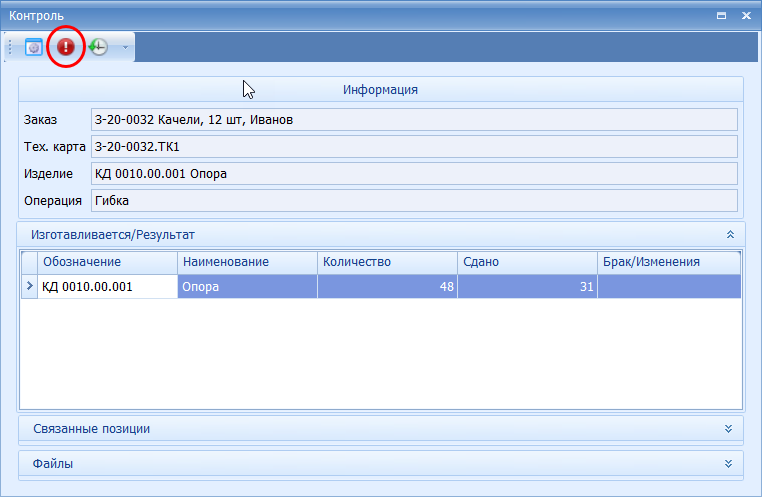 Рис. 19. Кнопка Брак/Изменение
Рис. 19. Кнопка Брак/Изменение
В открывшемся окне введите количество забракованных изделий (Ошибка: источник перёкрестной ссылки не найден).
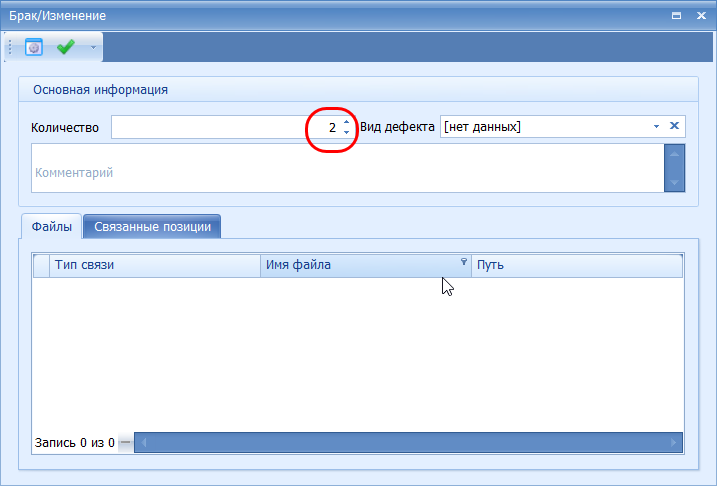 Рис. 20. Количество забракованных изделий
Рис. 20. Количество забракованных изделий
Если больше никакой дополнительной информации вы не хотите добавить (см. следующую главу), то для внесения изменений в VOGBIT нажмите кнопку  в панели инструментов и подтвердите, что данные внесены вами корректно, и вы хотите продолжить (Ошибка: источник перёкрестной ссылки не найден).
в панели инструментов и подтвердите, что данные внесены вами корректно, и вы хотите продолжить (Ошибка: источник перёкрестной ссылки не найден).
Обратите внимание: Когда вы отмечаете в VOGBIT факт возникновения брака в процессе изготовления партии изделий (как это описано в данной главе), результатом этого являются заметные изменения в информации, касающейся изготовления данной партии. Уменьшается количество изделий в партии, следующих далее по маршруту, автоматически корректируются производственные задания на работы по всем последующим операциям (которые идут по маршруту после той, на которой возник брак) и др. В случае, если информация о возникновении брака была внесена пользователем ошибочно или некорректно, вернуть все данные обратно в исходное состояние возможно, но это потребует ряда дополнительных действий (подробнее см. главу Исправление ошибочно внесенной информации о браке настоящего руководства). Поэтому прежде, чем провести все корректировки в базе данных, программа запрашивает у пользователя подтверждение (Ошибка: источник перёкрестной ссылки не найден) – действительно ли данные о возникновении брака внесены правильно, и можно откорректировать информацию об изготовлении соответствующей партии изделий в системе.
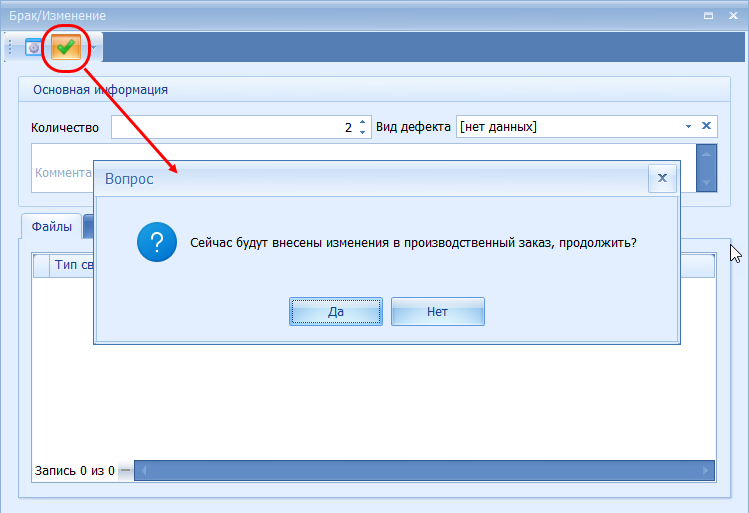 Рис. 21. Подтверждение внесения информации о браке
Рис. 21. Подтверждение внесения информации о браке
В результате, изменения можно заметить, как в форме Контроль (Ошибка: источник перёкрестной ссылки не найден), так и в основном окне График производства. Значение в поле Количество станет меньше 6. В поле Брак/Изменение отобразится количество изделий, которые были забракованы в процессе изготовления данной партии продукции.
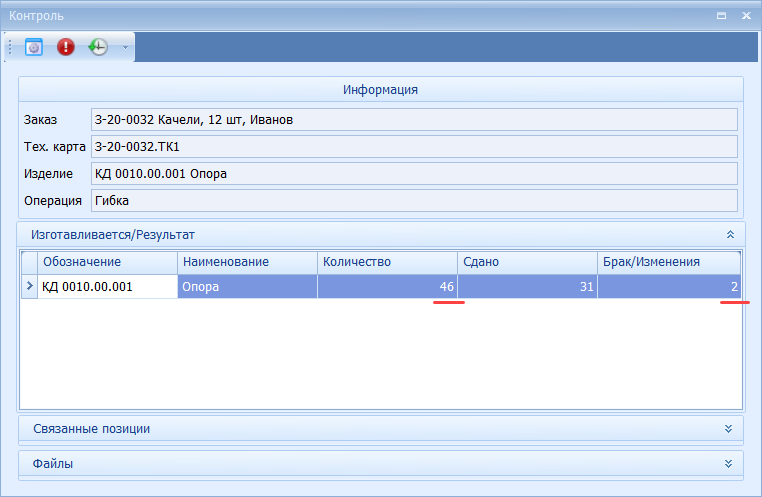 Рис. 22. Изменения в основном окне Контроль после внесения информации о браке
Рис. 22. Изменения в основном окне Контроль после внесения информации о браке
Нажмите в основном окне Контроль кнопку  Брак/Изменение (Ошибка: источник перёкрестной ссылки не найден).
Брак/Изменение (Ошибка: источник перёкрестной ссылки не найден).
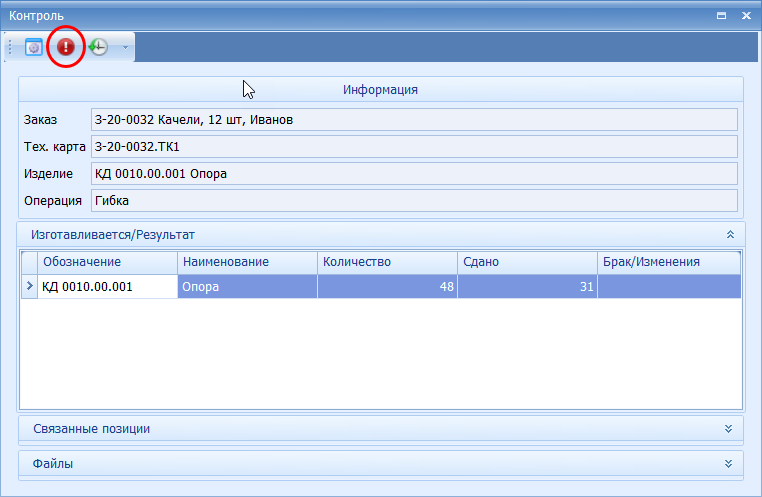 Рис. 23. Кнопка Брак/Изменение
Рис. 23. Кнопка Брак/Изменение
В открывшемся окне введите количество забракованных изделий (Ошибка: источник перёкрестной ссылки не найден).
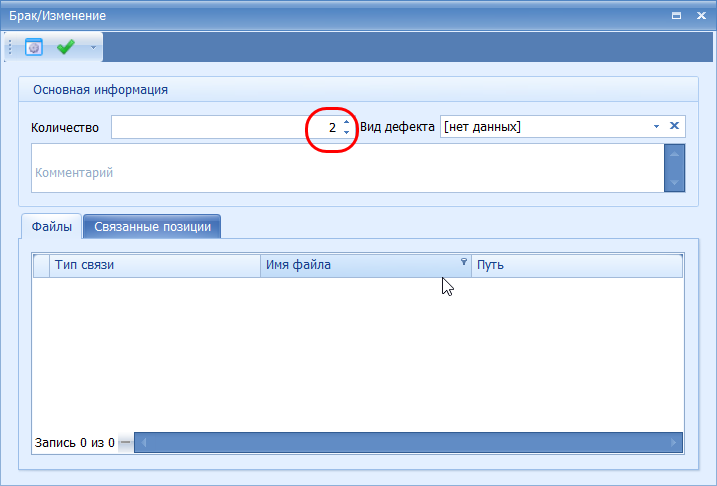 Рис. 24. Количество забракованных изделий
Рис. 24. Количество забракованных изделий
С помощью клавиши TAB или мыши перейдите в соседнее поле Вид дефекта. Для быстрого выбора нужного вида дефекта просто начинайте вводить с клавиатуры часть названия или кода вида дефекта и затем выберите нужное из списка, который отобразится ниже (Ошибка: источник перёкрестной ссылки не найден).
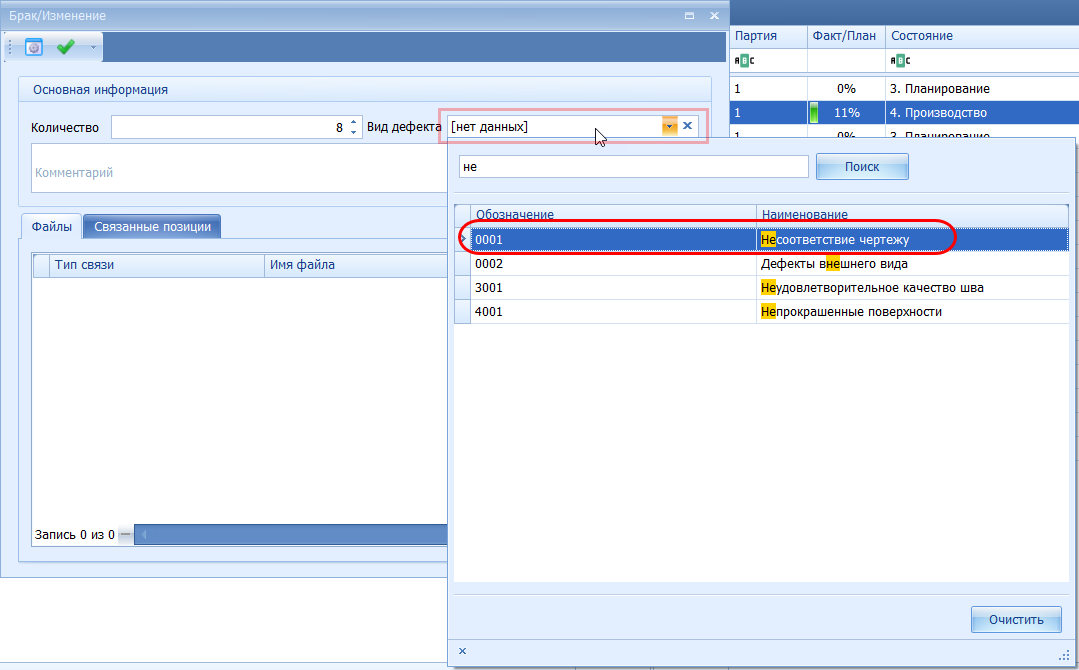 Рис. 25. Указание вида дефекта
Рис. 25. Указание вида дефекта
Примечание:
Для удобства, можно сократить список для выбора вида дефекта настроив связь видов дефектов с технологическими операциями (указать какие виды дефектов могут возникать на какой операции). Как выполняется такая настройка можно прочитать в соответствующей главе в разделе Настройки настоящего руководства.
При необходимости можно дополнительно добавить текстовый комментарий (Ошибка: источник перёкрестной ссылки не найден).
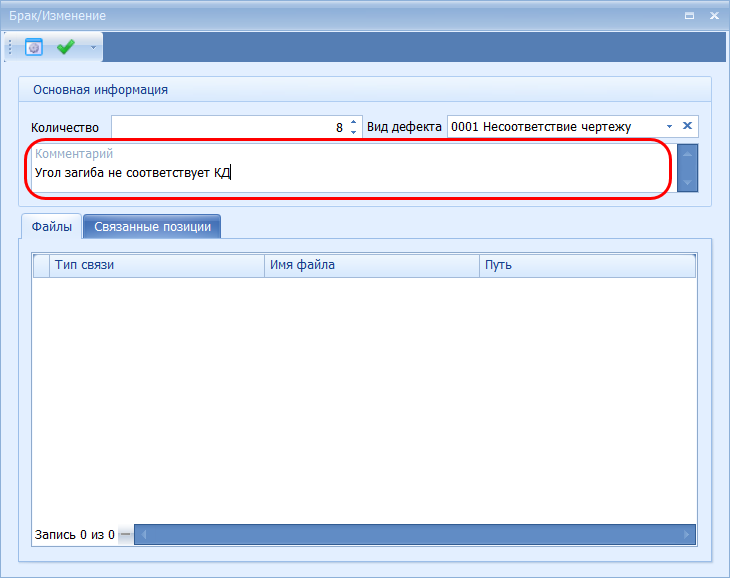 Рис. 26. Комментарий
Рис. 26. Комментарий
Также в качестве дополнительной информации можно добавить различные файлы. Например, фотографии или скан документа. Для этого просто перетащите мышкой нужный файл в область Файлы (Ошибка: источник перёкрестной ссылки не найден).
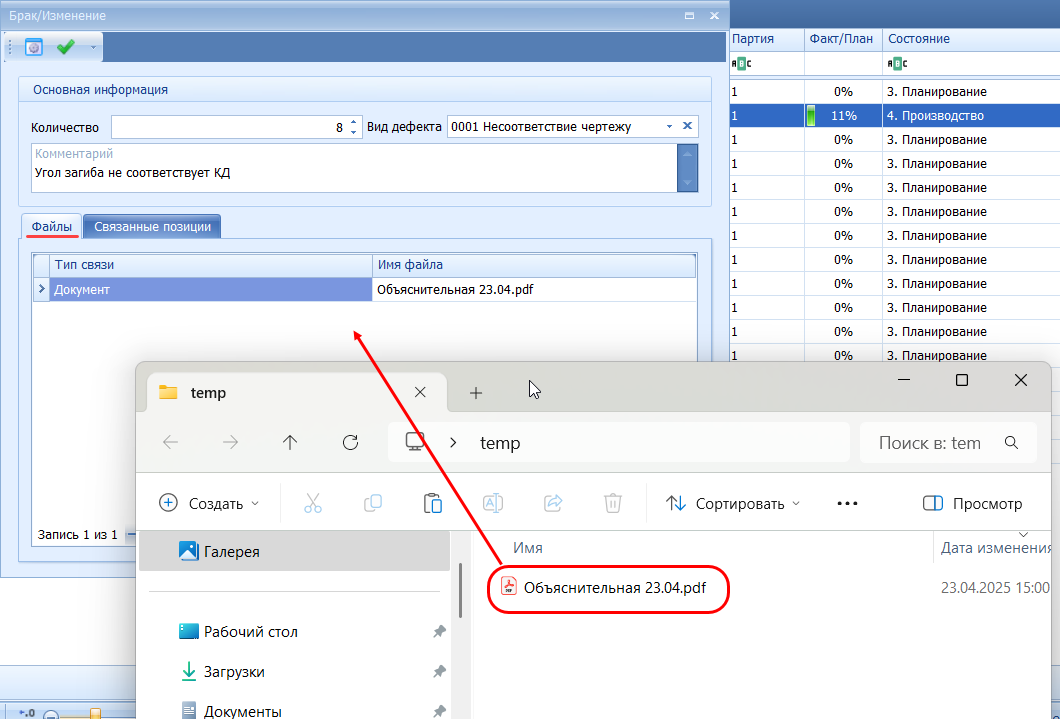 Рис. 27. Добавление файла
Рис. 27. Добавление файла
После того, как Вы внесли всю необходимую информацию, чтобы зафиксировать факт выявления брака в системе, нажмите кнопку  в панели инструментов и подтвердите, что корректно внесли все данные.
в панели инструментов и подтвердите, что корректно внесли все данные.
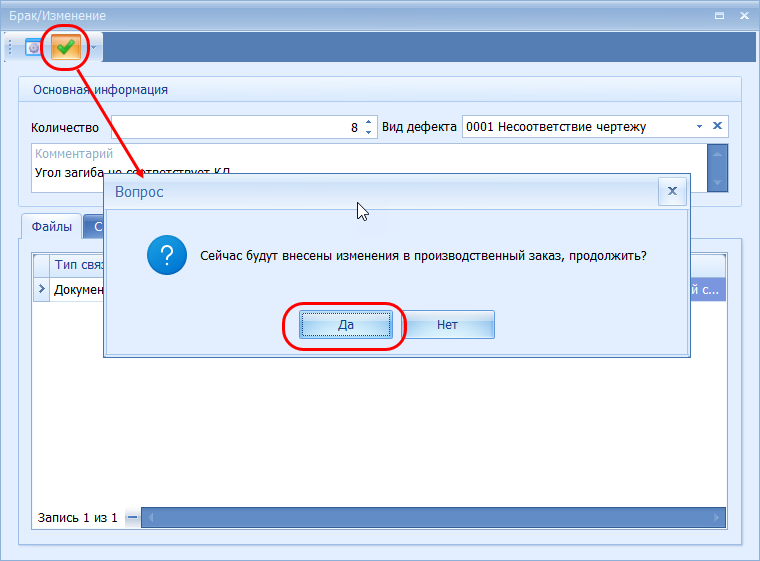 Рис. 28. Подтверждение внесенной информации о возникновении брака
Рис. 28. Подтверждение внесенной информации о возникновении брака
Описанные в этой главе возможности применяются в случае, когда одновременно с внесением информации о возникновении брака появляется новая, связанная с этим событием, позиция (возможно, несколько) в Графике производства (плане производства). Например:
- Запускается новая партия таких же изделий для восполнения потерь из-за брака;
- Забракованные изделия выделяются из основной партии в отдельную (с оформлением на них отдельного маршрутного листа) с целью доведения их до состояния годных посредством обработки, отличающейся от стандартного техпроцесса для данного вида изделий;
- Забракованные изделия используются далее для изготовления другой номенклатуры изделий.
Чтобы задействовать соответствующие возможности:
Выберите нужную партию изделий и операцию в маршруте её изготовления, откройте окно Контроль и перейдите к внесению информации о возникновении брака, как описано в предыдущих главах. После указания количества забракованных изделий (Ошибка: источник перёкрестной ссылки не найден) и вида дефекта (Ошибка: источник перёкрестной ссылки не найден), в нижней части окна выберите закладку Связанные позиции (Ошибка: источник перёкрестной ссылки не найден).
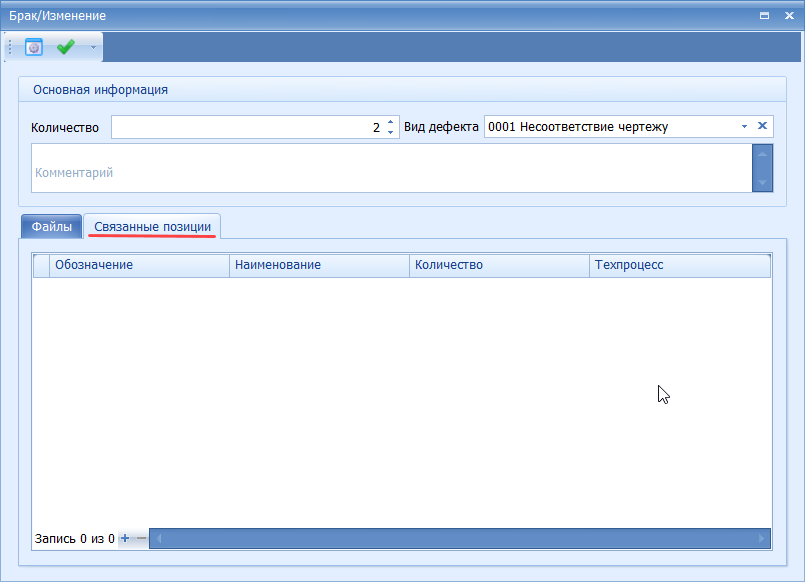 Рис. 29. Закладка Связанные позиции
Рис. 29. Закладка Связанные позиции
На этой закладке перечисляются партии изделий (возможно несколько), которые появятся в плане производства (производственном заказе) в связи с выявлением брака, информацию по которому мы сейчас вносим в программу.
Нажмите + в нижней части окна (возле счётчика добавленных строчек Запись 0 из 0), как показано на Ошибка: источник перёкрестной ссылки не найден, чтобы добавить в список новую партию изделий. Для простейших случаев 7, когда в результате брака запускается новая партия таких же изделий, или отбракованные изделия выделяются из основной партии в отдельную (то есть сама номенклатура изготавливаемых изделий не меняется), никаких дополнительных настроек и действий не требуется, в список вновь появляющихся партий при нажатии на + (Ошибка: источник перёкрестной ссылки не найден) автоматически подставляется такое же изделие, как в основной партии (брак на операции по изготовлению которой мы сейчас фиксируем).
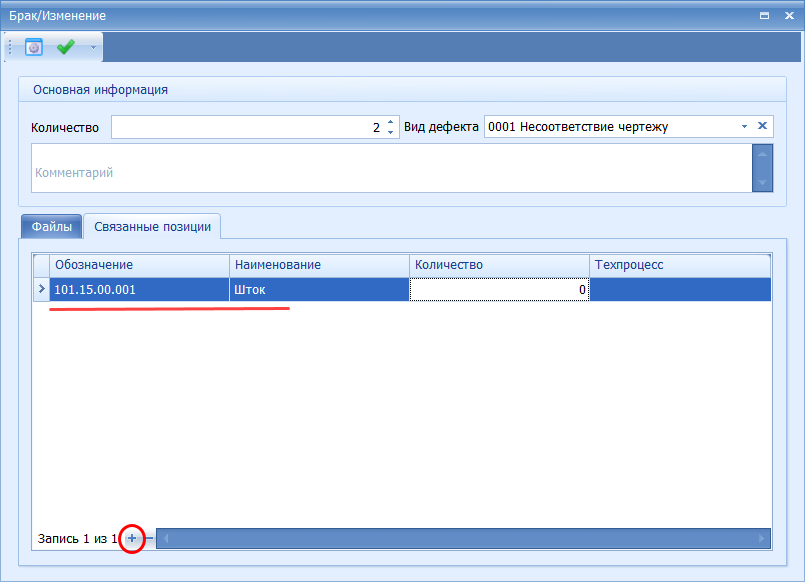 Рис. 30. Добавление новой позиции (партии изделий, которая появится в «Графике производства»)
Рис. 30. Добавление новой позиции (партии изделий, которая появится в «Графике производства»)
Введите количество изделий в новой появляющейся партии (Ошибка: источник перёкрестной ссылки не найден).
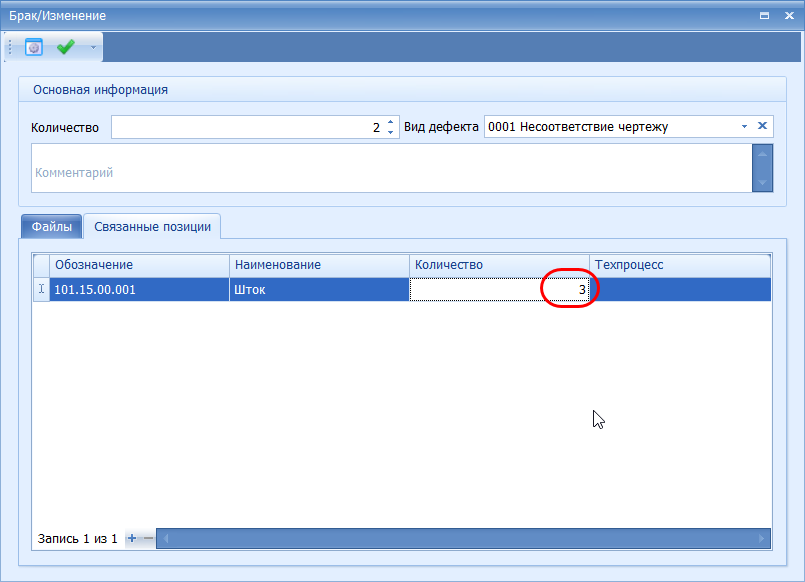 Рис. 31. Количество изделий в новой партии
Рис. 31. Количество изделий в новой партии
Проверьте, что вы корректно внесли всю информацию, нажмите  и подтвердите внесение изменений в базе данных (Ошибка: источник перёкрестной ссылки не найден).
и подтвердите внесение изменений в базе данных (Ошибка: источник перёкрестной ссылки не найден).
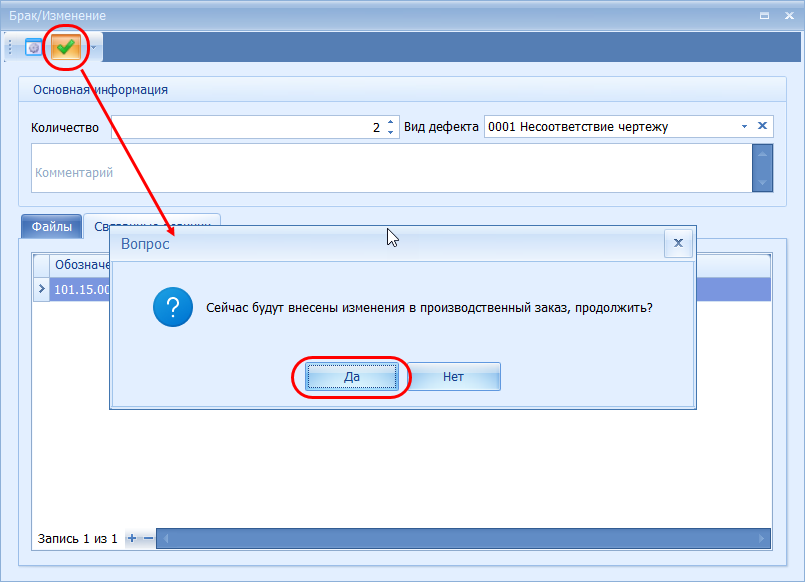 Рис. 32. Подтверждение и внесение изменений в производственный заказ
Рис. 32. Подтверждение и внесение изменений в производственный заказ
В результате количество изделий в основной партии уменьшится (часть ушли в брак), но при этом в Графике производства появится новая партия изделий (Ошибка: источник перёкрестной ссылки не найден).
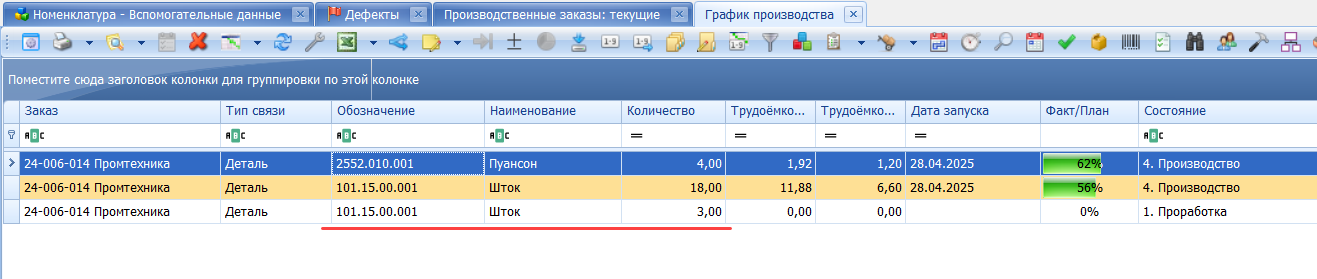 Рис. 33. Новая партия изделий в производственном заказе, запущенная для восполнения потерь из-за брака
Рис. 33. Новая партия изделий в производственном заказе, запущенная для восполнения потерь из-за брака
Далее, вы можете стандартными средствами создать нужные задания для производства, связанные с этой новой партией. Например, запустить изготовление с нуля по полному техпроцессу (запуск новой партии для восполнения потерь из-за брака), или добавить какие-либо работы, связанные с исправлением брака (выделение забракованных изделий в отдельную партию и обработка их по альтернативному маршруту с целью доведения до состояния годных). Во всех случаях в базе данных VOGBIT для истории сохранится связь между фактом возникновения брака на конкретной операции изготовления основной партии изделий с этой новой партией изделий, которая появилась в связи с данным событием (проведением контроля, выявлением дефекта).
В более сложных случаях, забракованные изделия (или часть из них) могут далее использоваться для изготовления годной продукции, но уже под другим наименованием. Для реализации такого сценария необходимо предварительно выполнить в базе данных настройки, как описано в соответствующей главе настоящего руководства – в какую другую номенклатуру продукции могут превращаться изначально запущенные изделия при отбраковке их в процессе производства.
Пояснение:
Пример здесь и в главе, посвящённой соответствующим настройкам, взят из производства электронных компонентов. В процессе изготовления изделий МХ-К1 часть из них по фактически выдаваемым характеристикам не удовлетворяют заявленным требованиям (к изделиям МХ-К1), но в то же время являются полностью работоспособными в определенных условиях. Из таких Бракованных изделий МХ-К1 можно изготовить изделия МХ-К2 или МХ-К2Б (в зависимости от фактически выдаваемых конкретным чипов характеристик).
Если все настройки выполнены, то при нажатии на + в окне Связанные позиции в таком случае появляется диалог, в котором можно выбрать, новая партия каких именно изделий появляется в данном случае в Графике производства, в результате отбраковки изделий из основной партии (Ошибка: источник перёкрестной ссылки не найден).
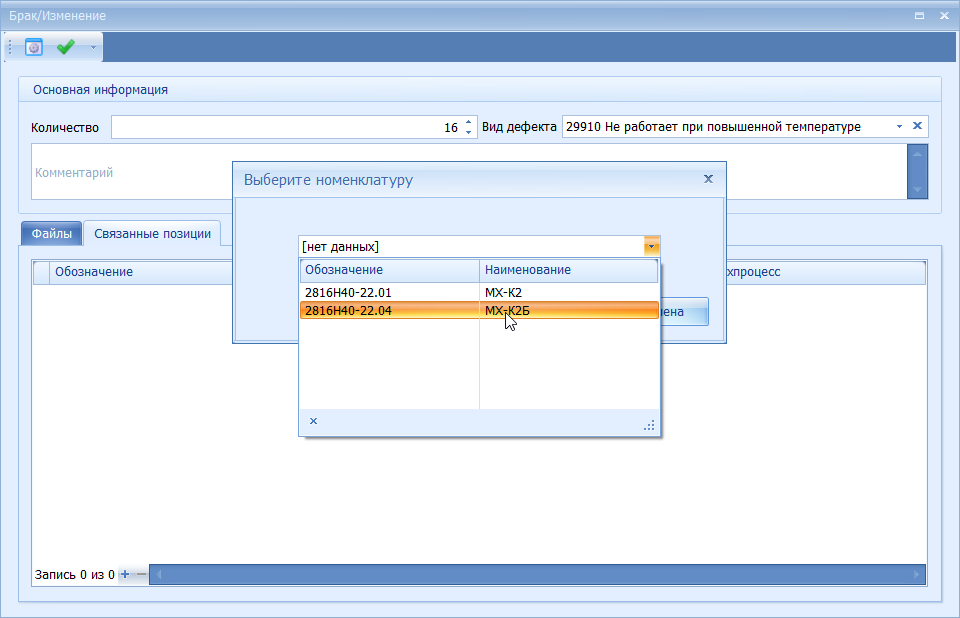 Рис. 34. Создание новой партии изделий с другим наименованием в результате отбраковки продукции в процессе изготовления
Рис. 34. Создание новой партии изделий с другим наименованием в результате отбраковки продукции в процессе изготовления
В остальном порядок работы с программой аналогичен, описанному выше. При работе с окном Контроль – Брак/Изменение укажите количество забракованных изделий и вид дефекта, добавьте в область Связанные позиции, номенклатуру вновь возникающих в результате партий изделий (можно несколько разных позиций) и укажите количество (Ошибка: источник перёкрестной ссылки не найден).
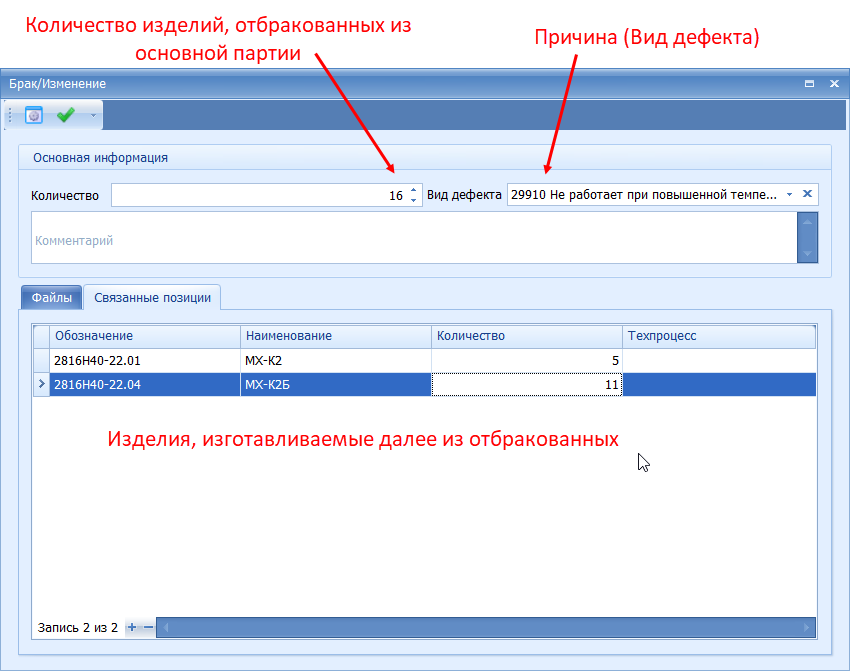 Рис. 35. «Превращение» отбракованных изделий из «основной партии» в две других партии, с последующим доведением их до состояния годных изделий, но уже как продукции с другим наименованием (другими характеристиками)
Рис. 35. «Превращение» отбракованных изделий из «основной партии» в две других партии, с последующим доведением их до состояния годных изделий, но уже как продукции с другим наименованием (другими характеристиками)
Проверьте, что все данные внесены корректно и подтвердите изменения в базе данных (Ошибка: источник перёкрестной ссылки не найден).
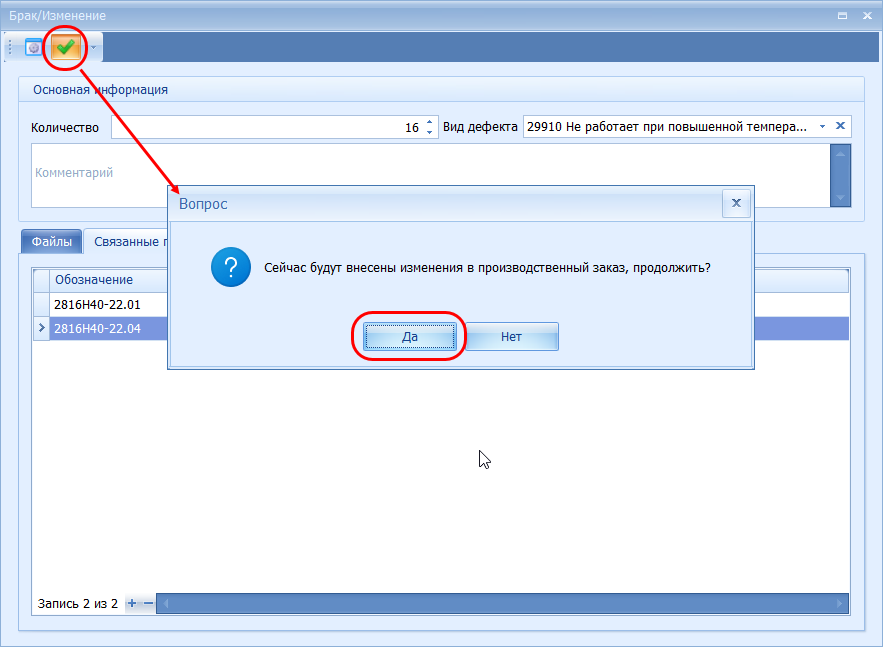 Рис. 36. Подтверждение внесения информации о браке и связанным с этим возникновении новых партий изделий в производстве
Рис. 36. Подтверждение внесения информации о браке и связанным с этим возникновении новых партий изделий в производстве
В результате количество изделий в основной партии уменьшится (часть ушли, как брак), но в Графике производства появятся новые партии изделий (в примере на рисунках – две партии разных изделий) – другая продукция, изготавливаемая, из изделий, отбракованных в процессе производства основной партии (Ошибка: источник перёкрестной ссылки не найден).
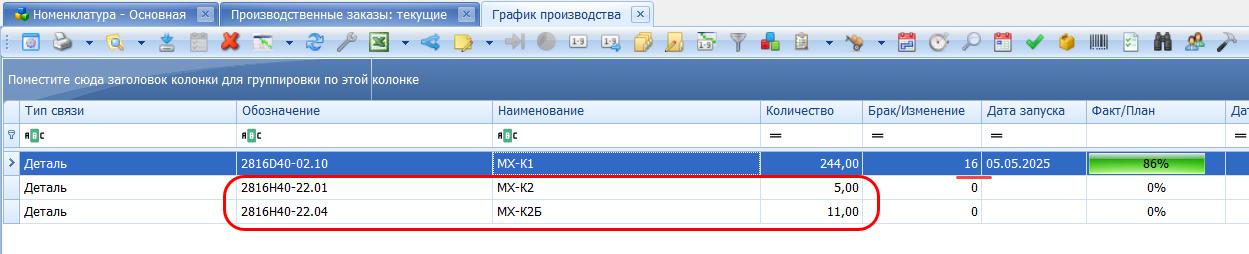 Рис. 37. Другие изделия, изготавливаемые из отбракованных из основной партии
Рис. 37. Другие изделия, изготавливаемые из отбракованных из основной партии
Данная функция доступна только при выборе среднего или высокого уровня контроля. Она предназначена для отражения в системе VOGBIT ситуации, когда часть изделий из партии после проведения контроля возвращается на доработку на ту или иную операцию маршрута. Например, повторная шлифовка и устранение дефектов внешнего вида, повторная пайка непропаянных контактов, повторная покраска непрокрашенных мест и т.п.
Выберите нужную партию изделий и операцию в маршруте её изготовления, на которую возвращаются изделия для доработки, и откройте окно Контроль (подробнее см. главу Запуск настоящего руководства).
В окне Контроль нажмите в панели инструментов  На доработку 8 (Ошибка: источник перёкрестной ссылки не найден).
На доработку 8 (Ошибка: источник перёкрестной ссылки не найден).
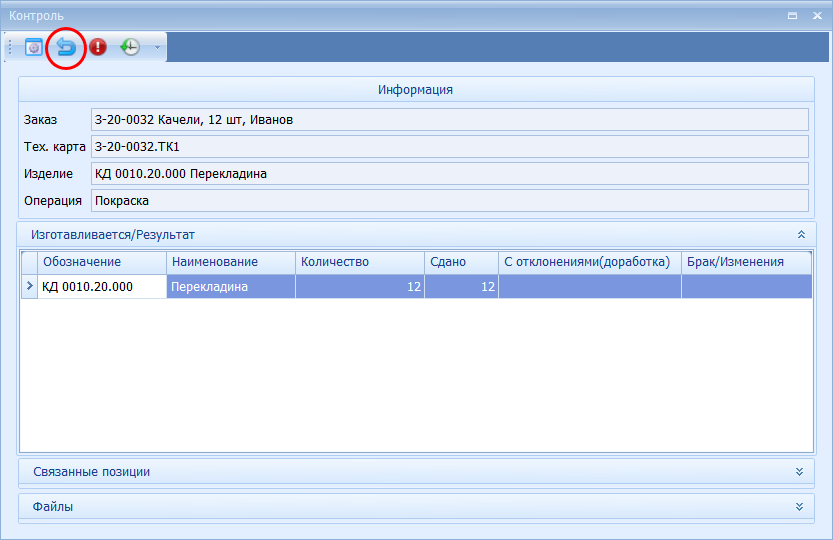 Рис. 38. Кнопка На доработку
Рис. 38. Кнопка На доработку
Укажите количество возвращаемых изделий, вид дефекта (необязательно) и при желании дополнительную информацию (Ошибка: источник перёкрестной ссылки не найден).
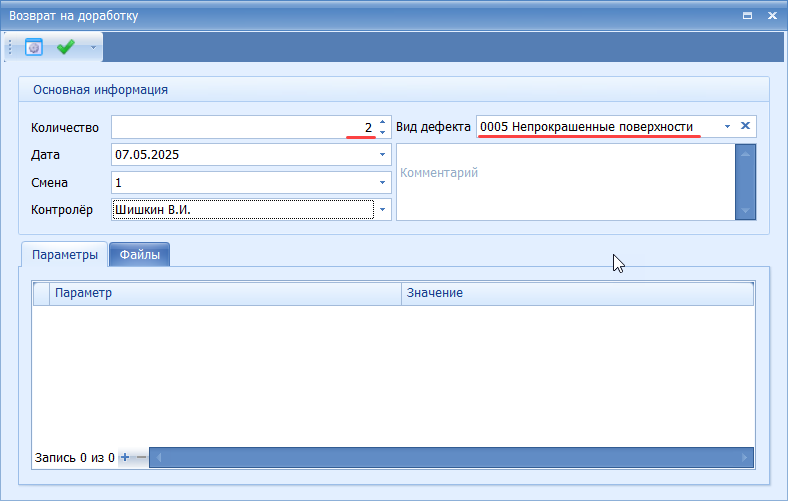 Рис. 39. Количество и причина возвращения изделий на доработку
Рис. 39. Количество и причина возвращения изделий на доработку
Проверьте, что вся информация заполнена корректно, нажмите  и подтвердите внесение изменений (Ошибка: источник перёкрестной ссылки не найден).
и подтвердите внесение изменений (Ошибка: источник перёкрестной ссылки не найден).
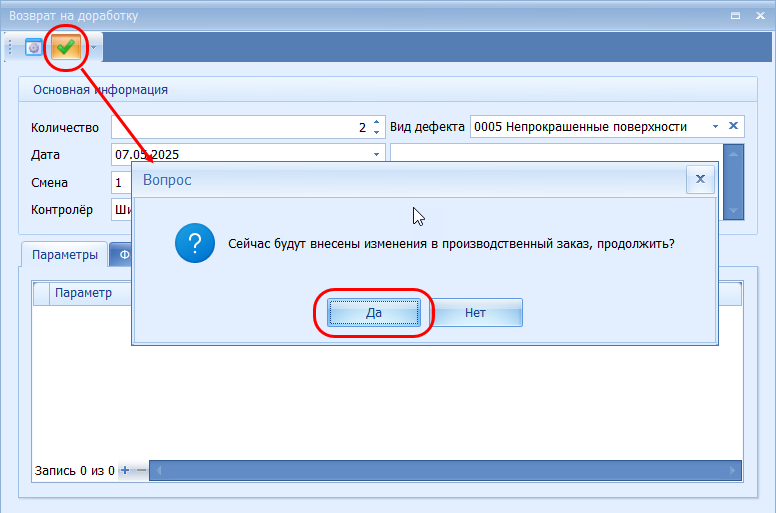 Рис. 40. Подтверждение внесения информации о результатах контроля
Рис. 40. Подтверждение внесения информации о результатах контроля
В результате, в системе будет зафиксирован факт возвращения указанного количества изделий на доработку, что отражается, в частности, в окне Контроль, в области общей информации по соответствующей операции в маршруте обработки изделий (Рис. 41. Информация в основном окне Контроль.).
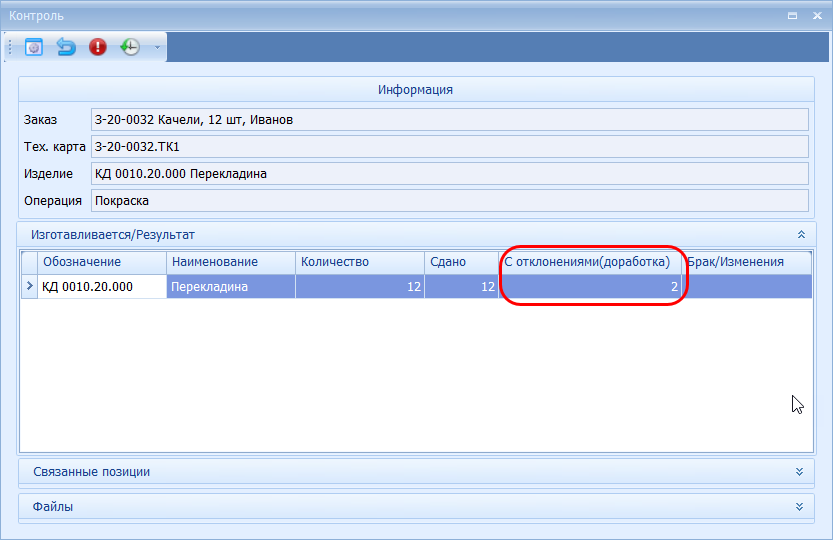 Рис. 41. Информация в основном окне Контроль
Рис. 41. Информация в основном окне Контроль
Если для отметки о выполнении работ используются цеховые терминалы, то в случае оформления Возврата на доработку, как описано в данной главе, рабочие в цехе смогут после этого повторно отметить на своём терминале факт сдачи соответствующих (возвращенных на доработку) изделий.
Данная функция доступна только при выборе высокого уровня контроля. По предназначению не следует путать её с использованием контрольных операций в маршруте, которое более подробно описано в главе настоящего руководства, посвященной данной теме.
Если контрольные операции в маршруте и оформление в программе сдачи по ним имеют своей целью, условно говоря, поставить барьер - остановить дальнейшее движение изделий по маршруту без обязательной отметки контролера, то функция Контроль – Приёмка непосредственно на движение изделий по маршруту никак не влияет. Она предназначена лишь для дополнения информации в программе о выполнении работ информацией о том, кто и когда принял результат этих работ с точки зрения качества в том случае, когда изделия были признаны годными, каких-то отклонений или брака не выявлено.
Иными словами, если при отметке штатными средствами VOGBIT сдачи изделий по операции в системе фиксируется в какой день, смену, какой работник, сколько изделий сделал, то использование функции Контроль – Приёмка на той же операции маршрута позволяет дополнить эти данные информацией о том, какой контролер (ФИО) и когда подтвердил, что соответствующие изделия являются годными, а также при необходимости добавить другую связанную информацию (например, результаты измерений и т.п.).
Чтобы задействовать соответствующие возможности:
Откройте окно Контроль для нужной партии деталей и операции в маршруте изготовление (так, как описано в главе Запуск настоящего руководства). В окне Контроль в панели инструментов нажмите  Приёмка 9 (Ошибка: источник перёкрестной ссылки не найден).
Приёмка 9 (Ошибка: источник перёкрестной ссылки не найден).
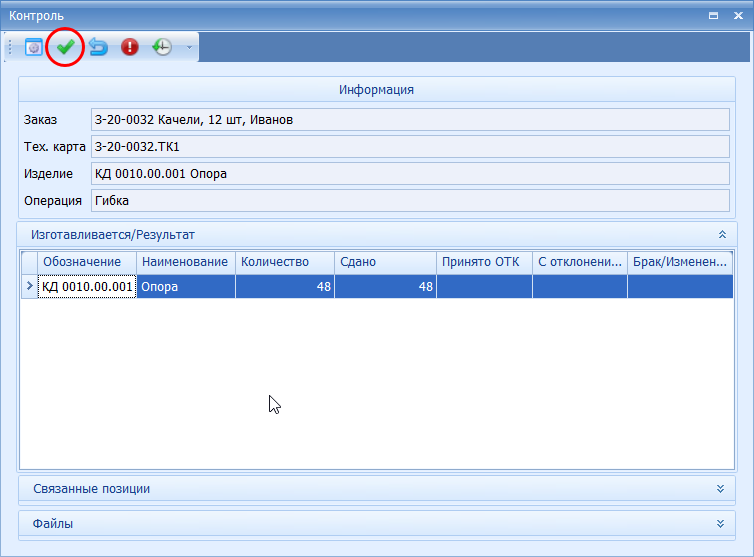 Рис. 42. Кнопка Приёмка
Рис. 42. Кнопка Приёмка
Укажите количество изделий, принятых, как годные (Ошибка: источник перёкрестной ссылки не найден).
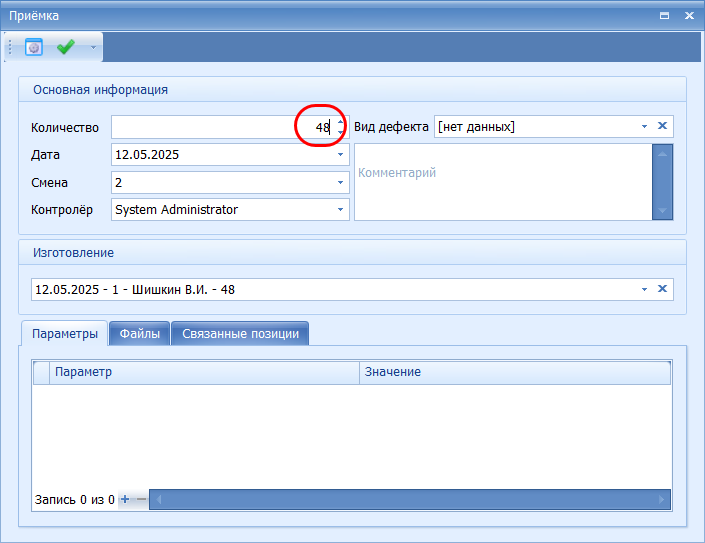 Рис. 43. Количество принятых изделий
Рис. 43. Количество принятых изделий
Примечание:
Строго говоря, указание количества в данном случае (Ошибка: источник перёкрестной ссылки не найден) не обязательно. В отличие от функций Брак/Изменение или Возврат на доработку, когда от введённого количества зависят изменения, которые произойдут, как минимум в заданиях для производства, а возможно, и в плане производства, функция Приемка ни к каким подобным изменениями не ведёт. Количество в данном случае носит чисто информационный характер, и даже если совсем его не указывать, то к каким-то заметным проблемам это в дальнейшем не приведёт. Если вы всё же вводите количество в окне Контроль – Приёмка, то это значение можно интерпретировать, как то количество изделий из партии, которое принял в этот момент конкретный указанный контролёр.
Возможность указания Вида дефекта в данном случае также есть, но чаще всего при приёмке годных изделий это поле не заполняется, т.к. нет никаких дефектов. Сама возможность оставлена для того случая, когда часть деталей были всё-таки с отклонениями, но допустимыми, при которых детали считаются годными. Но сам факт наличия этих отклонений нужно зафиксировать.
Кроме того, так же, как было описано выше (для других функций), при необходимости есть возможность добавить дополнительную информацию в виде текстового комментария, каких-то числовых, текстовых и других значений (Параметры) или добавить связанные с данным фактом контроля файлы.
После того, как внесли все данные, какие считаете нужным, нажмите  на панели инструментов (Ошибка: источник перёкрестной ссылки не найден), чтобы сохранить изменения.
на панели инструментов (Ошибка: источник перёкрестной ссылки не найден), чтобы сохранить изменения.
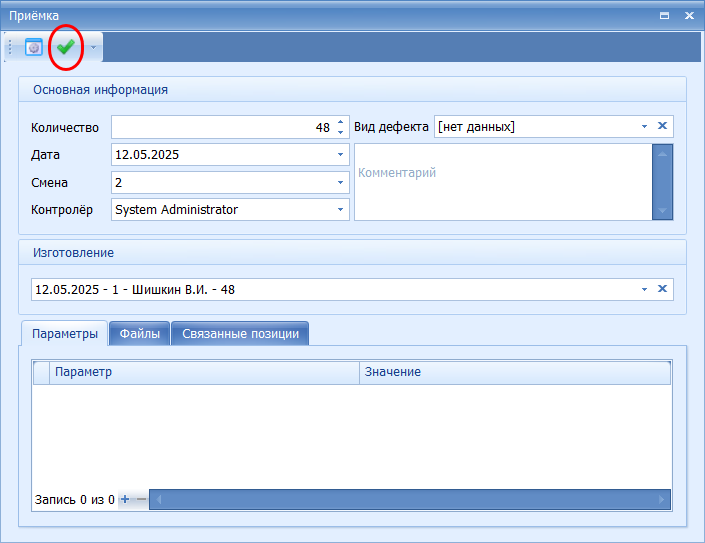 Рис. 44. Сохранение внесённой информации
Рис. 44. Сохранение внесённой информации
Изменения можно заметить, например, в области сводной информации по операции маршрута в окне Контроль (Ошибка: источник перёкрестной ссылки не найден).
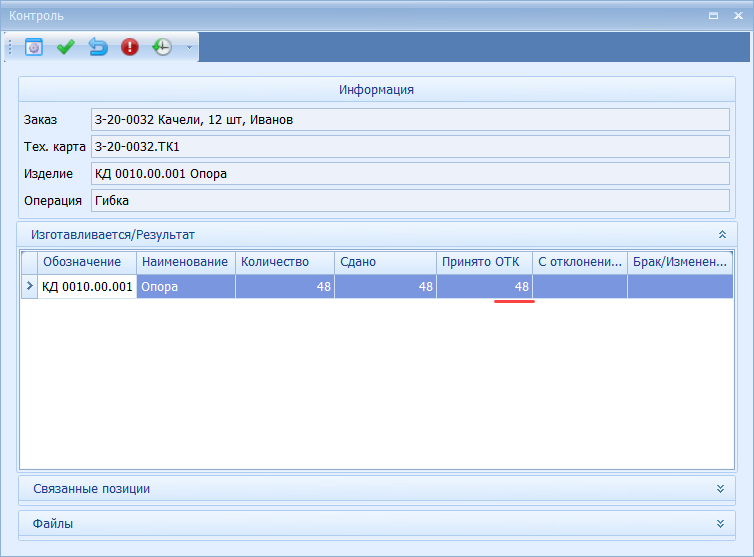 Рис. 45. Информация о принятых контролёром изделиях
Рис. 45. Информация о принятых контролёром изделиях
Если рассмотренные выше функции Брак/Изменение, Возврат на доработку или Приёмка предназначены для внесения информации о проведении контроля и его результатах, то окно История позволяет просмотреть такие ранее внесенные данные (о контроле и его результатах) по соответствующей операции в маршруте изготовления, а также в определенных пределах дополнять или корректировать эти данные.
Откройте окно Контроль для нужной партии и операции в маршруте изготовления (как описано в главе Запуск). Нажмите в панели инструментов  История (Ошибка: источник перёкрестной ссылки не найден).
История (Ошибка: источник перёкрестной ссылки не найден).
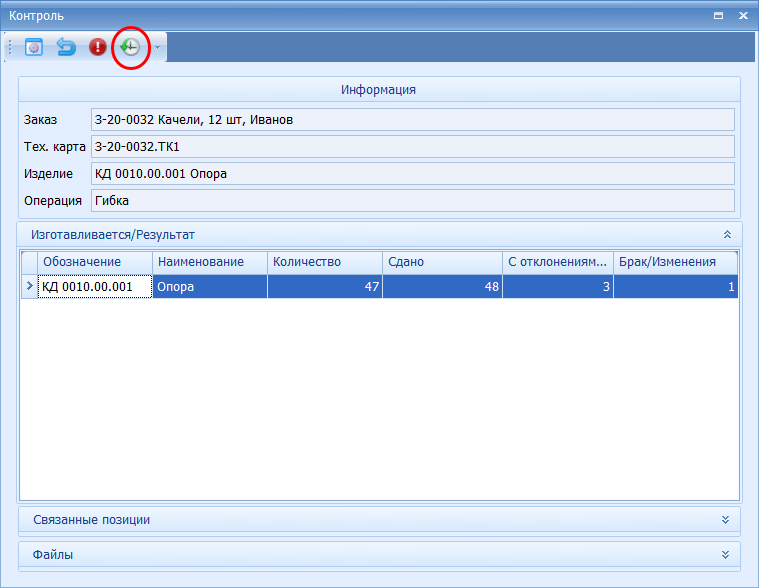 Рис. 46. Кнопка История
Рис. 46. Кнопка История
В окне История (Ошибка: источник перёкрестной ссылки не найден) представлены в виде списка все записи о контроле, связанные с данной операцией в маршруте изготовления партии изделий: результат контроля (возврат, брак/изменения, приёмка), количество изделий, вид дефекта, ФИО контролера и дата выполнения контроля.
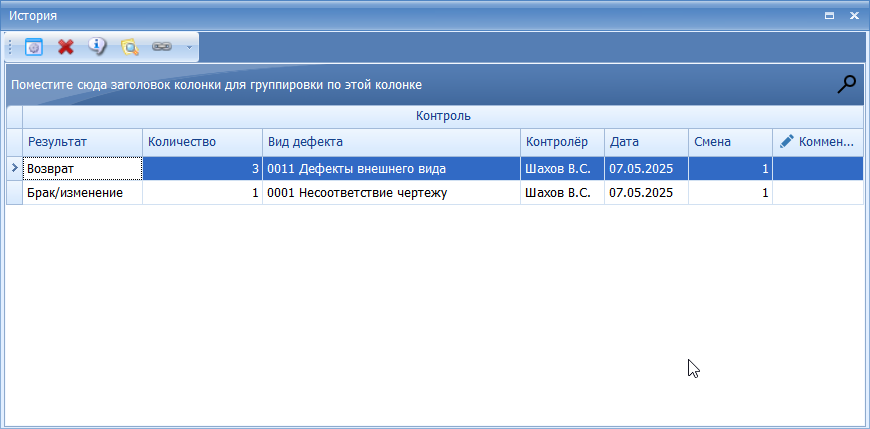 Рис. 47. История контроля по операции
Рис. 47. История контроля по операции
С помощью кнопок  Параметры и
Параметры и  Файлы (Ошибка: источник перёкрестной ссылки не найден) в панели инструментов можно открыть закладки с соответствующей дополнительной информацией.
Файлы (Ошибка: источник перёкрестной ссылки не найден) в панели инструментов можно открыть закладки с соответствующей дополнительной информацией.
 Рис. 48. Кнопки Параметры и Файлы
Рис. 48. Кнопки Параметры и Файлы
Их можно использовать, как для просмотра данных, внесённых ранее (в момент оформления результатов контроля, как описано выше), так и для корректировки или дополнения соответствующей информации. Например, если непосредственно в момент фиксации отклонений (оформления брака или возврата на доработку) у Вас не было времени или возможности приложить фото, но вы решили сделать это позднее (Ошибка: источник перёкрестной ссылки не найден).
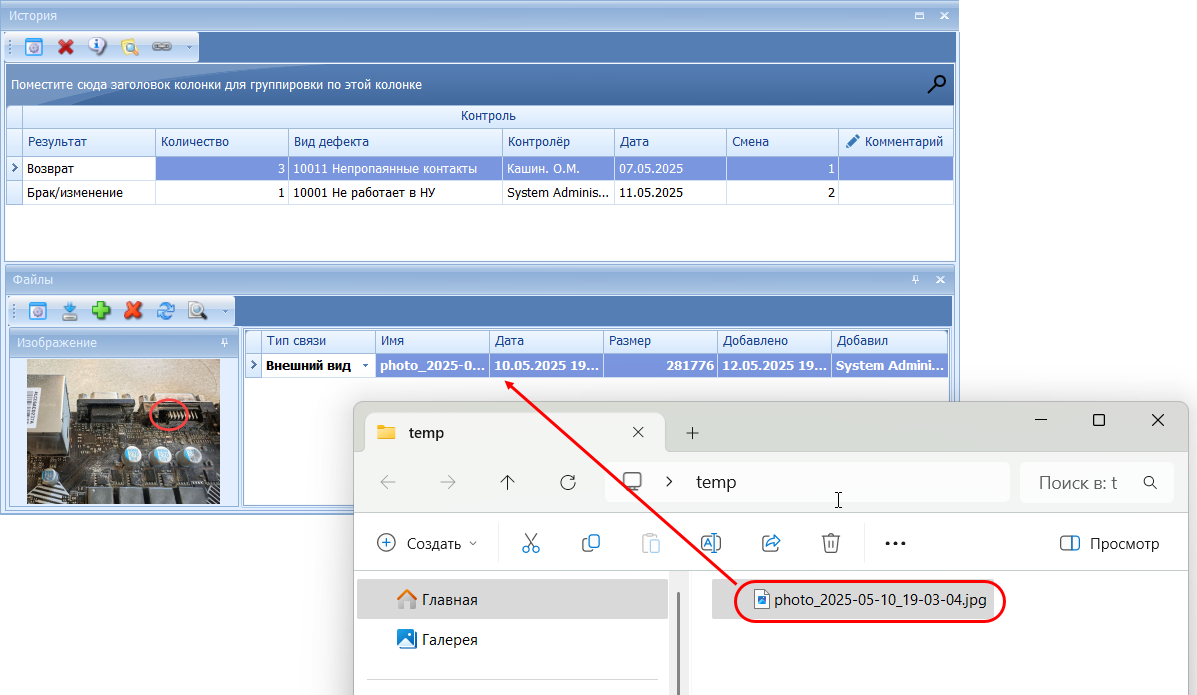 Рис. 49. Дополнения информации о результатах контроля через окно «История»
Рис. 49. Дополнения информации о результатах контроля через окно «История»
Кнопка  Связанные позиции (Ошибка: источник перёкрестной ссылки не найден) открывает, соответственно, список новых партий изделий, которые появились в Графике производства в связи с данным фактом выявления отклонений/брака, если таковые существуют.
Связанные позиции (Ошибка: источник перёкрестной ссылки не найден) открывает, соответственно, список новых партий изделий, которые появились в Графике производства в связи с данным фактом выявления отклонений/брака, если таковые существуют.
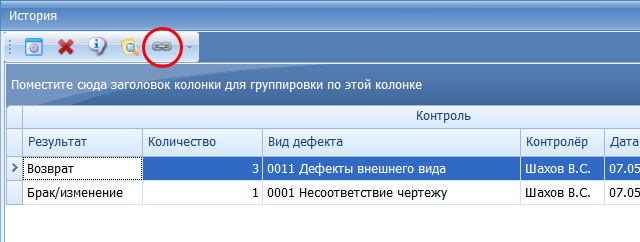 Рис. 50. Кнопка Связанные позиции
Рис. 50. Кнопка Связанные позиции
В отличие от закладок Параметры и Файлы, где информацию можно не только просмотреть, но и дополнить или изменить, на закладке Связанные позиции в окне История ничего откорректировать или добавить нельзя, можно только просмотреть список появившихся новых партий (Ошибка: источник перёкрестной ссылки не найден). Создать новую партию продукции, связанную с выявленным браком можно только при внесении информации о браке с помощью функции Брак/Изменение, как описано в соответствующей главе настоящего руководства.
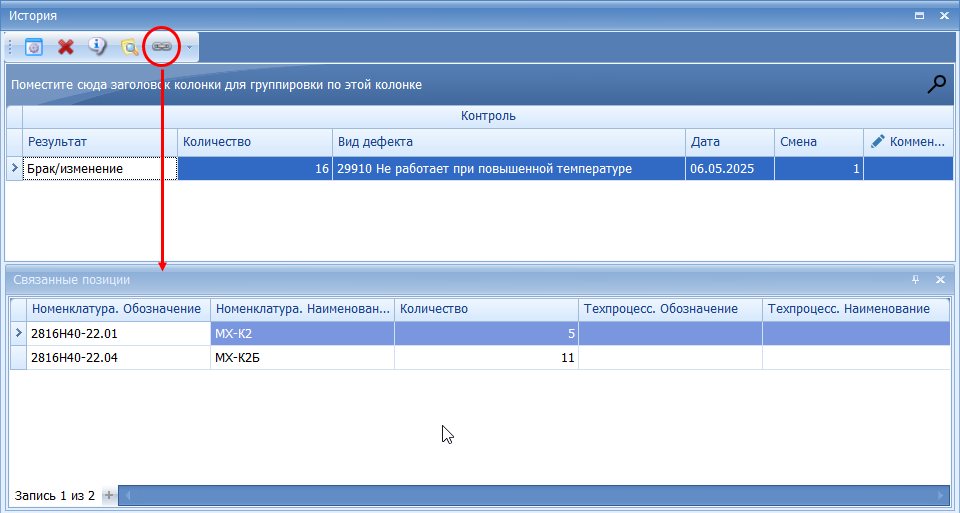 Рис. 51. Новые партии продукции, появление которых связано с данным фактом выявления брака/отклонений
Рис. 51. Новые партии продукции, появление которых связано с данным фактом выявления брака/отклонений
Кнопка  (Ошибка: источник перёкрестной ссылки не найден) позволяет удалить ошибочно внесенную информацию о контроле. Обратите внимание, если Вы удаляете запись о Браке/Изменениях, то возможно, вам потребуется также отредактировать и количество изделий в партии для того, чтобы картина в программе в итоге полностью соответствовала реальности. Подробнее об этом можно прочитать в главе Исправление ошибочно внесенной информации о браке.
(Ошибка: источник перёкрестной ссылки не найден) позволяет удалить ошибочно внесенную информацию о контроле. Обратите внимание, если Вы удаляете запись о Браке/Изменениях, то возможно, вам потребуется также отредактировать и количество изделий в партии для того, чтобы картина в программе в итоге полностью соответствовала реальности. Подробнее об этом можно прочитать в главе Исправление ошибочно внесенной информации о браке.
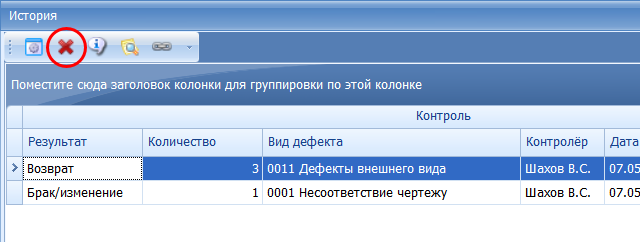 Рис. 52. Удаление записи о контроле
Рис. 52. Удаление записи о контроле
В этой главе перечислены отличия, которые появляются в работе с окном Контроль при переходе с минимального на средний уровень контроля.
В панели инструментов на среднем уровне дополнительно появляется кнопка Возврат на доработку (на минимальном уровне есть только Брак/Изменение и История) - Ошибка: источник перёкрестной ссылки не найден.
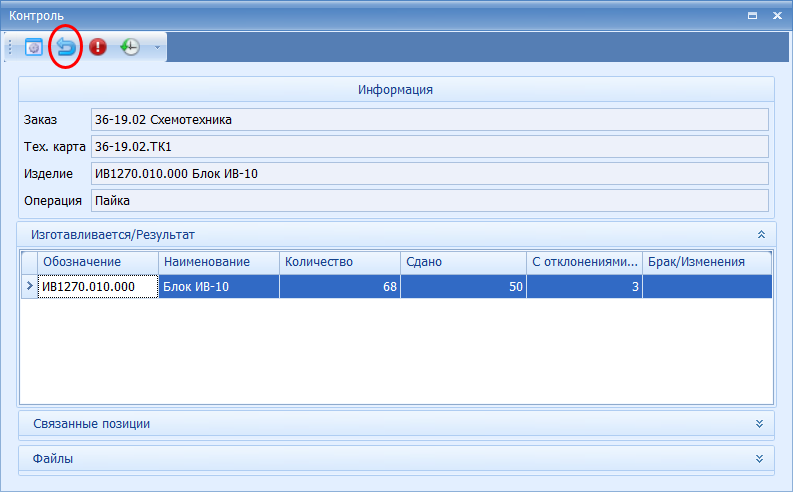 Рис. 53. Кнопка Возврат на доработку
Рис. 53. Кнопка Возврат на доработку
Соответственно в области сводной информации по выбранной операции в маршруте появляется колонка С отклонениями, где выводится число изделий из партии, возвращенных для доработки на данную операцию (Ошибка: источник перёкрестной ссылки не найден).
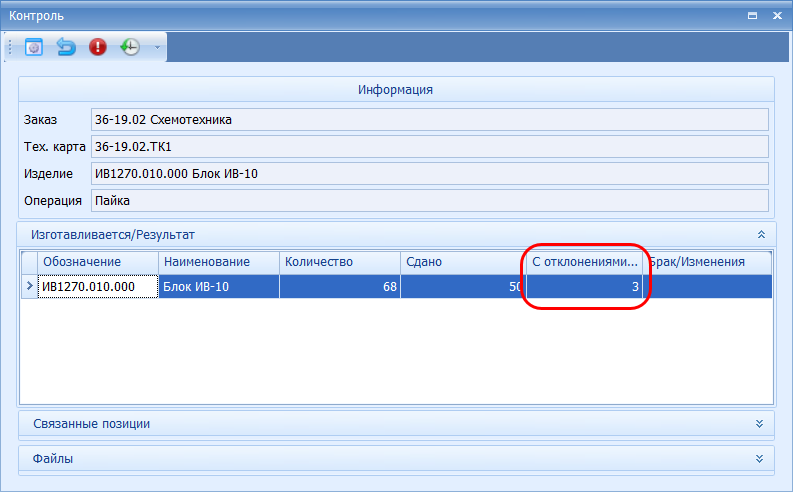 Рис. 54. Изделия, возвращенные для устранения недостатков
Рис. 54. Изделия, возвращенные для устранения недостатков
При вводе информации о выявленном браке или возврате на доработку, помимо количества, вида дефекта и комментария на среднем уровне и выше можно дополнительно указывать ФИО контролера, а также дату и смену, когда выполнялся контроль (Ошибка: источник перёкрестной ссылки не найден). По умолчанию подставляется текущий пользователь VOGBIT, текущая дата и смена, но можно изменить.
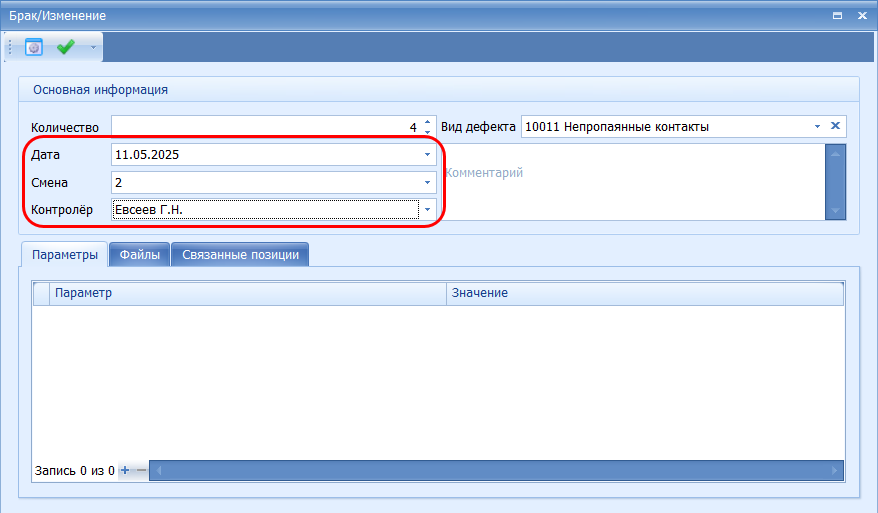 Рис. 55. Информация о контролёре и дате контроля
Рис. 55. Информация о контролёре и дате контроля
В области дополнительной информации появляется закладка Параметры (Ошибка: источник перёкрестной ссылки не найден). Параметры – это любые дополнительные характеристики, название и тип данных (что это будет – число, текст, галочка Да/Нет, дата, время) которых определяет сам пользователь программы.
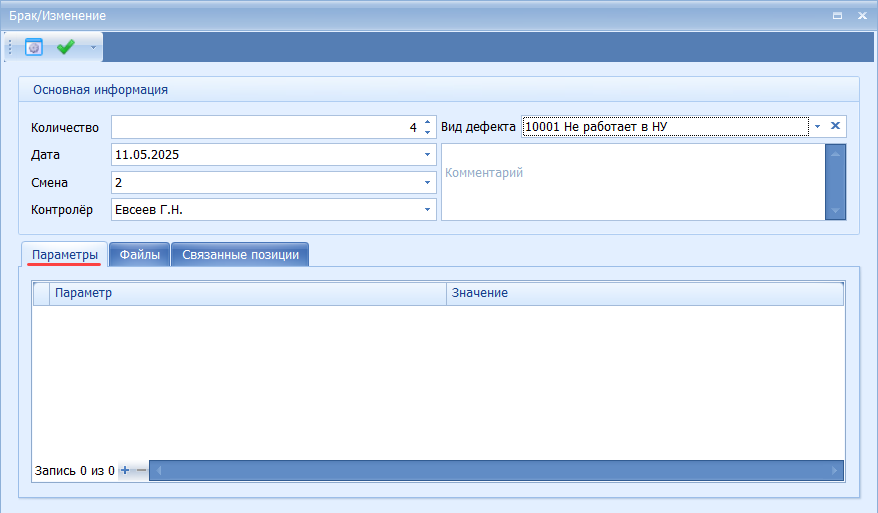 Рис. 56. Закладка Параметры
Рис. 56. Закладка Параметры
Предварительно нужные вам для работы параметры следует создать в общем справочнике Параметры (Рис. 57. Переход к общему справочнику Параметры.), т.е. задать название параметра и тип данных (если ничего подходящего ещё нет в списке Параметров в вашей базе данных).
 Рис. 57. Переход к общему справочнику Параметры
Рис. 57. Переход к общему справочнику Параметры
В окне Брак изменения или Возврат на доработку, чтобы добавить параметр, выберите в нижней части окна закладку Параметры и нажмите на ней в нижнем правом углу окна символ + (Ошибка: источник перёкрестной ссылки не найден). Для выбора нужного параметра из списка используйте быстрый поиск (Ctrl+F) или строку авто-фильтра.
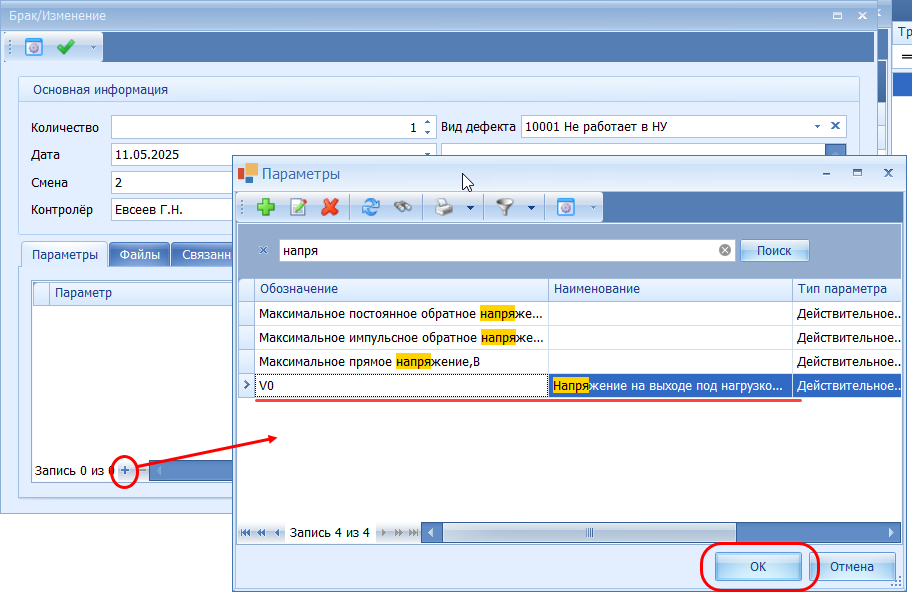 Рис. 58. Добавление параметра
Рис. 58. Добавление параметра
После добавления параметра укажите нужное значение (Ошибка: источник перёкрестной ссылки не найден).
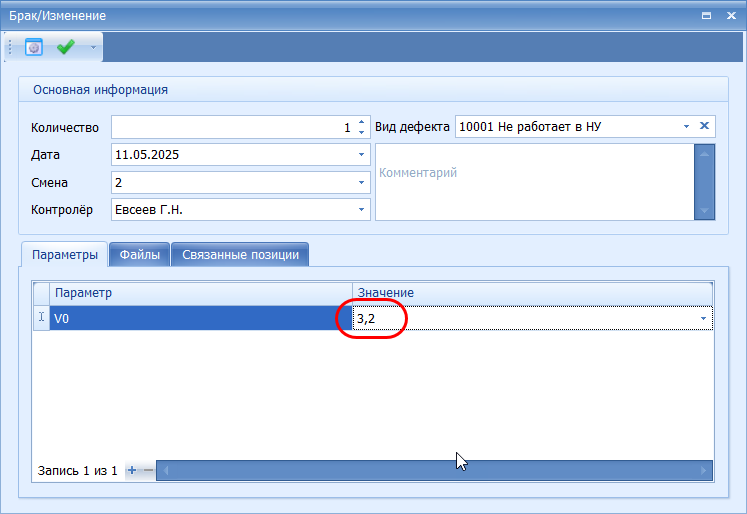 Рис. 59. Значение параметра
Рис. 59. Значение параметра
Для удаления ошибочно добавленного параметра используйте символ - в правой нижней части окна (Ошибка: источник перёкрестной ссылки не найден).
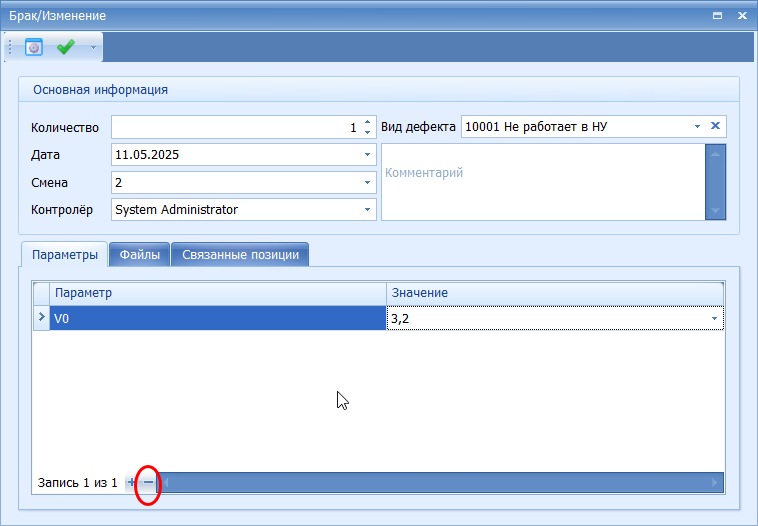 Рис. 60. Удаление ошибочно добавленного параметра
Рис. 60. Удаление ошибочно добавленного параметра
В этой главе перечислены отличия, которые появляются в работе с окном Контроль при переходе со среднего на высокий уровень контроля.
В панели инструментов на среднем уровне дополнительно появляется кнопка Приёмка (Ошибка: источник перёкрестной ссылки не найден).
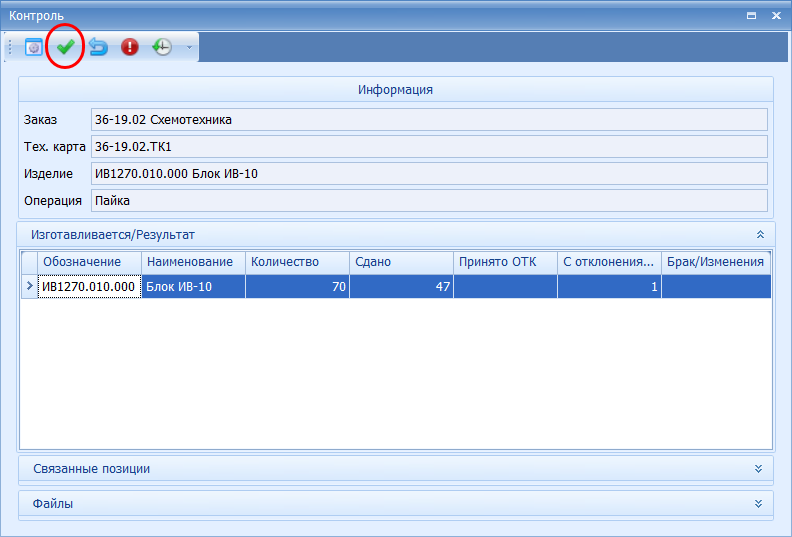 Рис. 61. Кнопка Приёмка
Рис. 61. Кнопка Приёмка
В области сводной информации по операции (Ошибка: источник перёкрестной ссылки не найден), соответственно, появляется колонка Принято ОТК, отражающая количество изделий из партии, которые приняты, как годные на данной операции маршрута контролером ОТК.
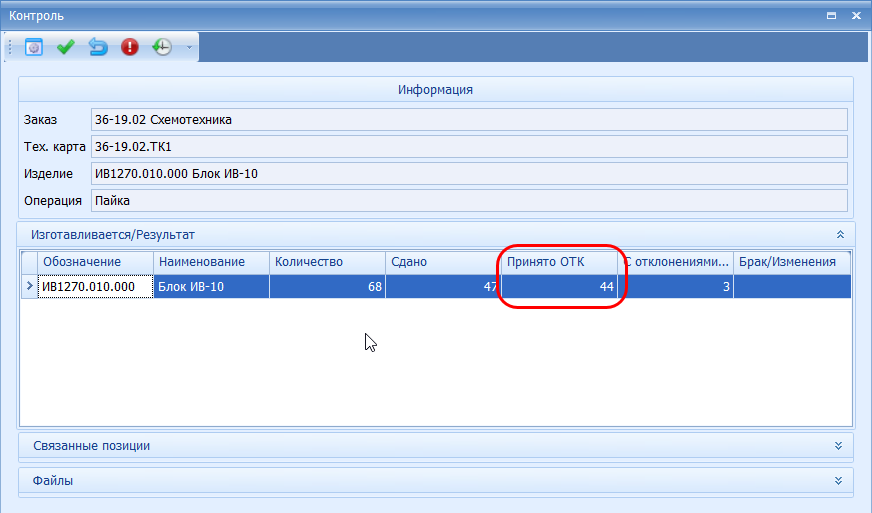 Рис. 62. Количество изделий, принятых контролером, как годные
Рис. 62. Количество изделий, принятых контролером, как годные
При оформлении любого из результатов контроля (Приёмка, Возврат или Брак/Изменения) на высоком уровне можно указать (необязательно), к каким именно изделиям из партии он относится, в том случае, если на контроль изделия были предъявлены разными работниками. Или, иными словами, зафиксировать не только сам факт возврата или брака, но и указать кто именно из рабочих (и когда) сдал эти самые изделия, которые сейчас возвращаются на доработку или оказались браком (Ошибка: источник перёкрестной ссылки не найден).
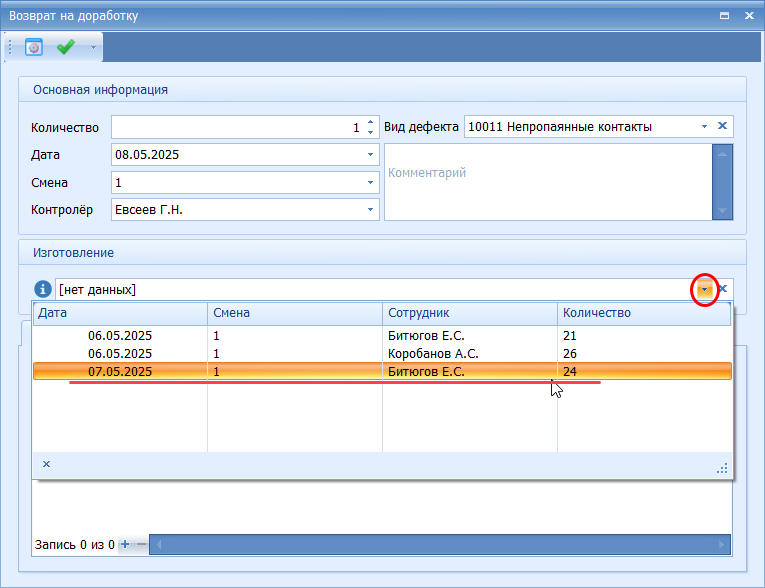 Рис. 63. Выбор, из изделий сданных каким работником производится возврат
Рис. 63. Выбор, из изделий сданных каким работником производится возврат
Отличается, соответственно, на высоком уровне и окно История (Ошибка: источник перёкрестной ссылки не найден). В нём помимо информации о контроле (дата, смена, контролёр, результат, количество изделий, вид дефекта) указывается и кто и рабочих, когда сдал (предъявил на контроль) соответствующие изделия (дата, смена, ФИО рабочего, количество предъявленных изделий).
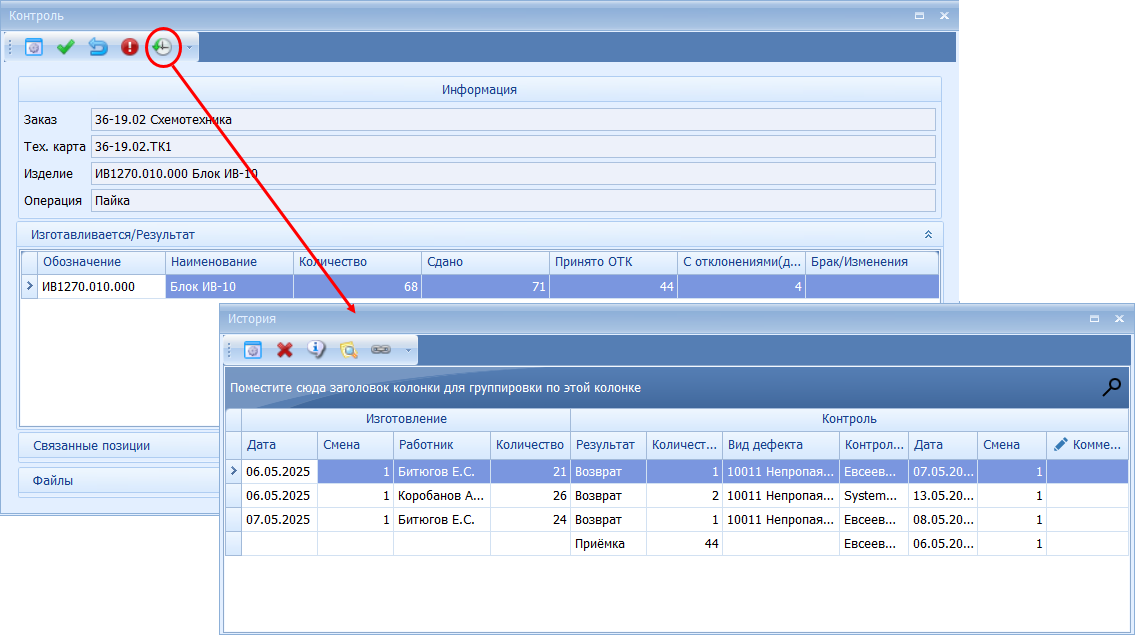 Рис. 64. Окно Контроль - История при использовании высокого уровня
Рис. 64. Окно Контроль - История при использовании высокого уровня
Данный режим предназначен, в первую очередь, для получения различных отчётов по результатам контроля за некий выбранный пользователем период времени.
Выберите в меню Производство – Статистика контроля (Ошибка: источник перёкрестной ссылки не найден).
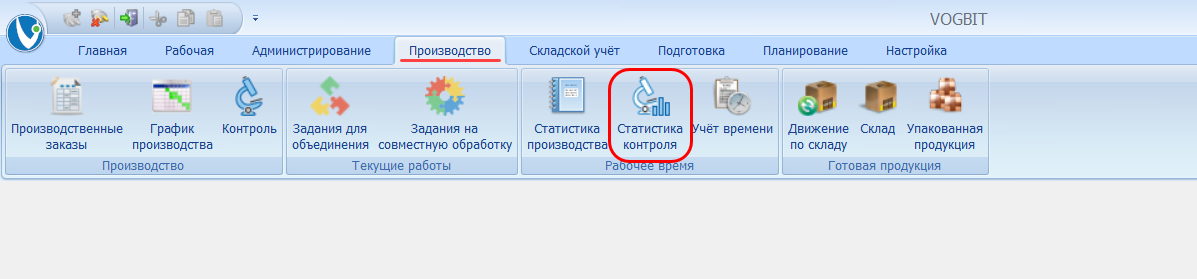 Рис. 65. Переход в режим Статистика контроля
Рис. 65. Переход в режим Статистика контроля
Выберите, информация за какой период времени вас интересует (Ошибка: источник перёкрестной ссылки не найден).
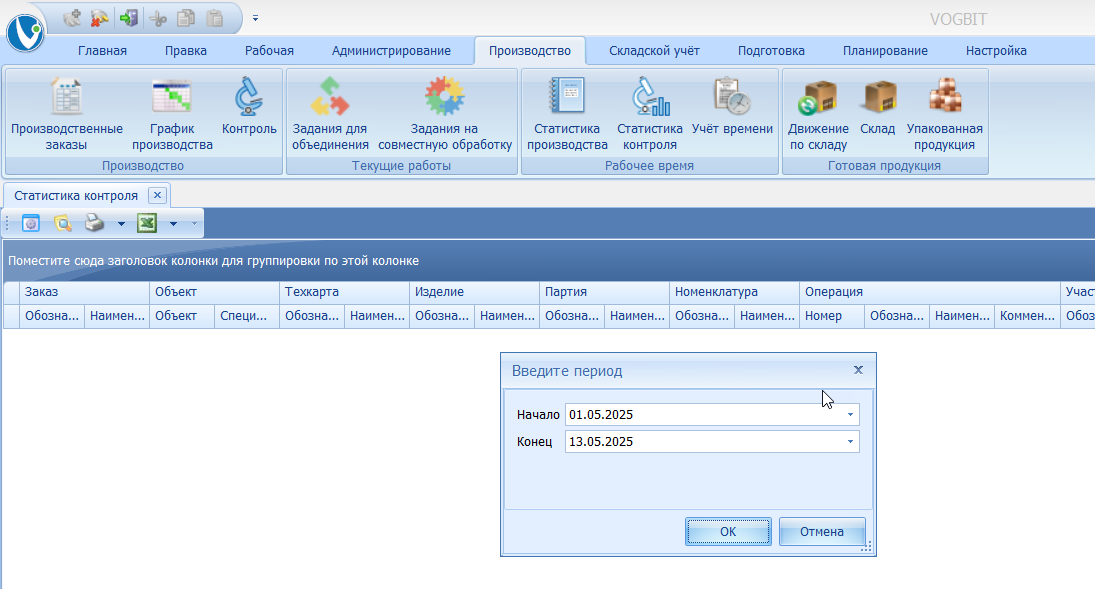 Рис. 66. Выбор периода
Рис. 66. Выбор периода
Пример внешнего вида окна Статистика контроля показан на Ошибка: источник перёкрестной ссылки не найден (какие колонки отображать на экране/скрывать, порядок и ширину колонок можно настраивать самостоятельно в соответствии со своими предпочтениями).
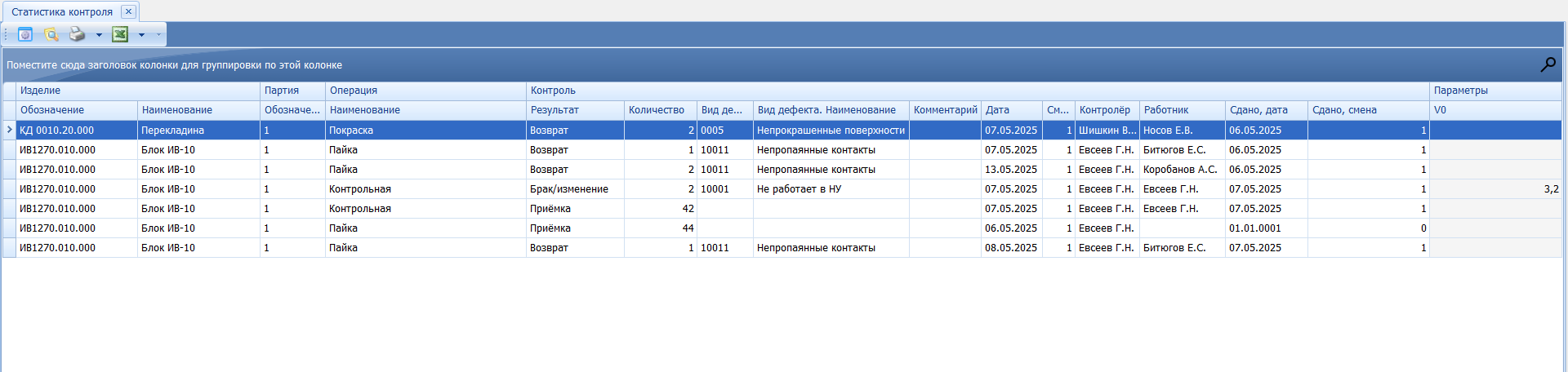 Рис. 67. Окно Статистика контроля
Рис. 67. Окно Статистика контроля
В окне Статистика контроля отображается информация по всем зафиксированным в системе фактам контроля в течение выбранного периода времени:
-
Информация об изготавливавшихся изделиях – обозначение, наименование, номер партии, операция в маршруте изготовления (номер, название, комментарий, если таковой есть);
-
Результат контроля (приёмка, возврат, брак), количество изделий, вид дефекта (если был указан) и текстовый комментарий;
-
Информация о контроле – дата и смена проведения, ФИО контролера;
-
Информация о работнике, предъявившем изделия на контроль (если была заполнена) – ФИО, дата сдачи изделий;
-
Дополнительные параметры, указанные контролером при приемке/возврате/оформлении брака, если таковые есть.
С помощью кнопки  Файлы (Ошибка: источник перёкрестной ссылки не найден) можно просмотреть связанные в выбранным фактом контроля фотографии, документы, файлы с данными измерений и т.п., если таковые имеются.
Файлы (Ошибка: источник перёкрестной ссылки не найден) можно просмотреть связанные в выбранным фактом контроля фотографии, документы, файлы с данными измерений и т.п., если таковые имеются.
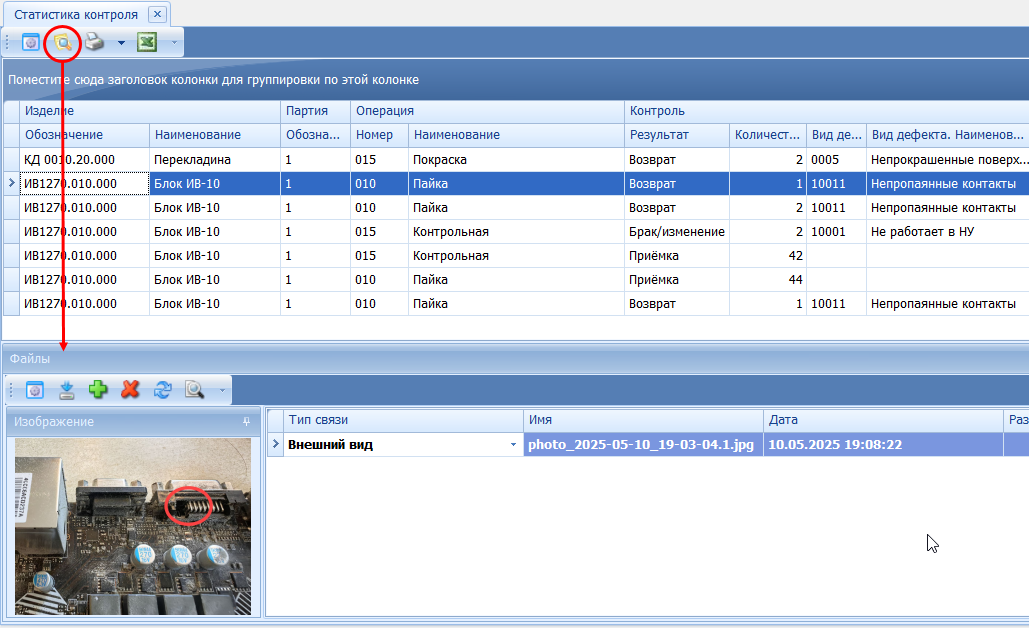 Рис. 68. Просмотр связанных файлов
Рис. 68. Просмотр связанных файлов
Кнопка  Отчёты позволяет сформировать отчёт в виде документа, но для этого должны быть настроены и загружены в систему соответствующие шаблоны отчётов 10. Шаблон определяет внешний вид полученного бланка (отчёта), его содержание и правила заполнения программой. Настраиваются шаблоны отчетов силами разработчика 11 по заказу пользователя или пользователем самостоятельно.
Отчёты позволяет сформировать отчёт в виде документа, но для этого должны быть настроены и загружены в систему соответствующие шаблоны отчётов 10. Шаблон определяет внешний вид полученного бланка (отчёта), его содержание и правила заполнения программой. Настраиваются шаблоны отчетов силами разработчика 11 по заказу пользователя или пользователем самостоятельно.
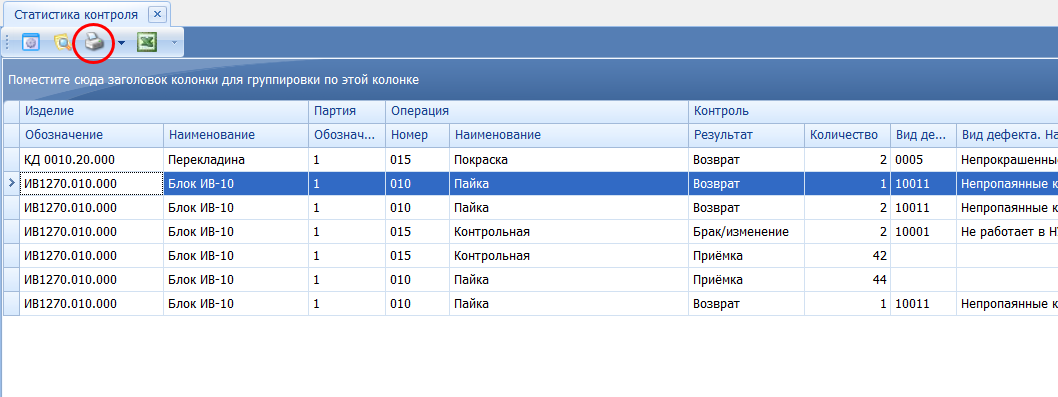 Рис. 69. Кнопка Отчёты
Рис. 69. Кнопка Отчёты
Также есть возможность сохранить все данные с экрана, которые отображаются в окне Статистика контроля в виде файла Excel (Ошибка: источник перёкрестной ссылки не найден).
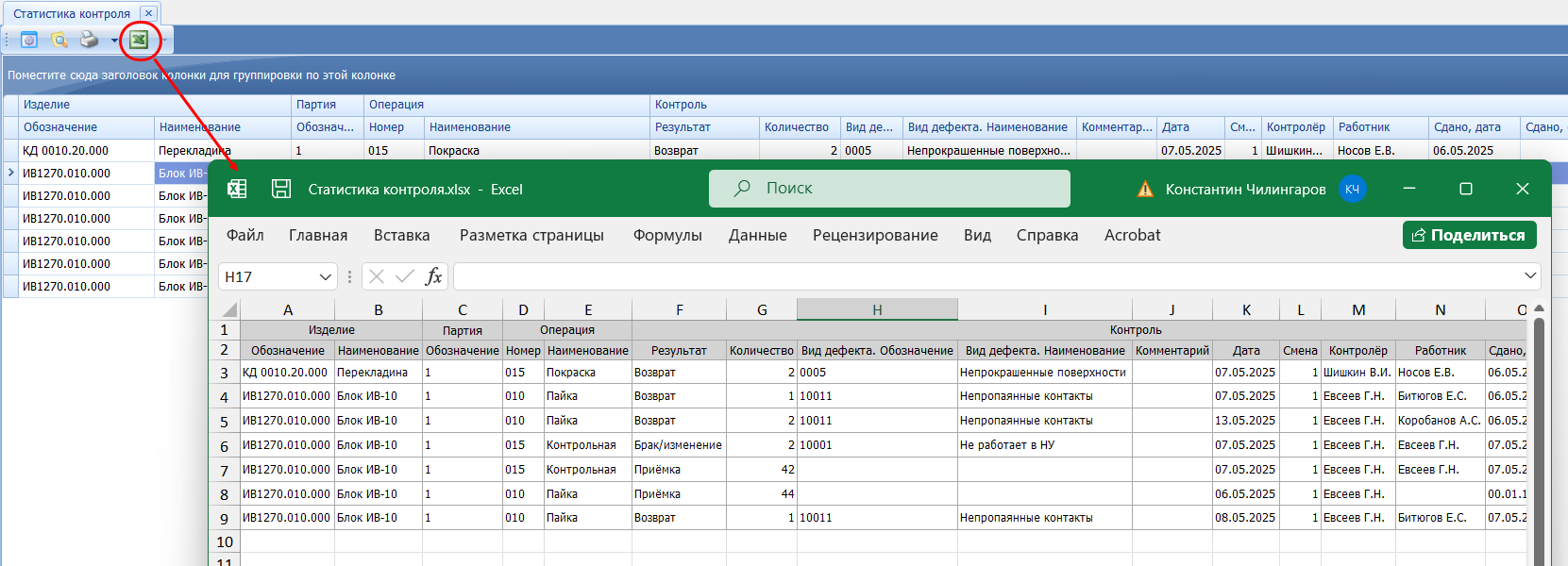 Рис. 70. Сохранение в файл Excel
Рис. 70. Сохранение в файл Excel
На практике контроль на предприятиях осуществляется по-разному в зависимости от особенностей конкретного производства.
Возможен вариант, когда контроль проводится выборочно и не сразу после выполнения рабочим операции в рамках маршрута изготовления детали. То есть, после завершения своей операции рабочий (мастер) просто передаёт обработанные им детали из партии далее по маршруту. Затем в какой-то момент, возможно, вскоре после этого, а возможно, позже, уже после выполнения ещё нескольких операций по маршруту, контролер проверяет детали. По результатам он может зафиксировать, что проверенные им детали не имеют отклонений (годные), определить какие-то из них, как брак, или, возможно, вернуть какие-то детали из партии на доработку на какую-либо операцию.
В подобном случае, добавлять в техпроцесс (маршрут) изготовления детали в программе отдельно Контрольные операции не обязательно. Контролер может зафиксировать факт проведения контроля и его результаты, привязываясь к основным операциям в маршруте обработки партии и используя по мере необходимости функции Брак/Изменение, Возврат на доработку или Приёмка так, как это описано в соответствующих главах настоящего руководства.
Другой вариант организации производственного процесса – когда после достижения определенной точки в маршруте изготовления, детали не могут двигаться далее без обязательной проверки их контролером. Или другими словами - когда работник, который выполняет следующую операцию по маршруту, или использует готовые детали, может получить их не сразу после завершения исполнителем предыдущей операции, а только после того, как контролер проверит соответствующие детали (изделия).
В таком случае в маршрут изготовления партии деталей в программе включается отдельная Контрольная операция. Как барьер между предыдущей и последующей операциями в маршруте. Контролер отмечает в VOGBIT сдачу изделий по этой своей контрольной операции, также, как и другие работники по своим операциям. По смыслу, количество изделий сданных им на контрольной операции – это то число изделий из партии, которые прошли через него (дальше по фактическим результатам проверки они могут пойти или на следующую операцию или, возможно, в брак).
Рассмотрим этот случай на примере.
Для изготовления изделия (блок для электронного прибора) необходимо выполнить монтаж элементов на плату (автоматизированный), пайку разъёмов (вручную) и окончательную сборку. Перед сборкой выполняется обязательный контроль всех плат. Сборщики могут взять в работу только платы, проверенные контролёром. Соответственно, для того чтобы сборщики в программе получали информацию о готовности изделий к сборке только после отметки контролёра (а не сразу после Пайки), добавляем в маршрут изделий Контрольную операцию (Ошибка: источник перёкрестной ссылки не найден).
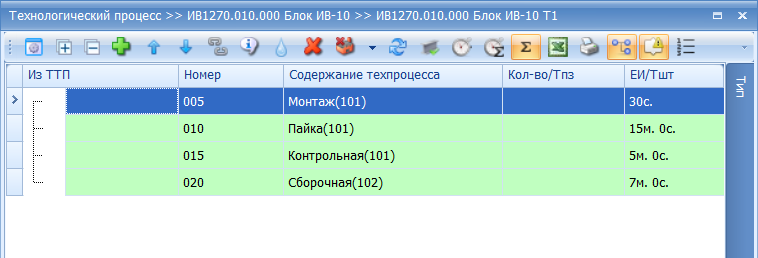 Рис. 71. Маршрут изготовления изделия
Рис. 71. Маршрут изготовления изделия
Смоделируем для примера следующую ситуацию (Ошибка: источник перёкрестной ссылки не найден):
В производство была запущена партия из 70 изделий. Монтаж прошла вся партия. Пайщики на текущий момент сделали 50 плат и передали их на контроль. Контролёр не успел проверить до конца смены все платы. 3 штуки из просмотренных он вернул обратно на пайку для переделки. Кроме того, он успел проверить 28 плат. Из них 2 штуки оказались неработоспособными (нельзя исправить, только разобрать и утилизировать), остальные проверенные платы он передал на участок сборки. Как правильно отразить это в программе?
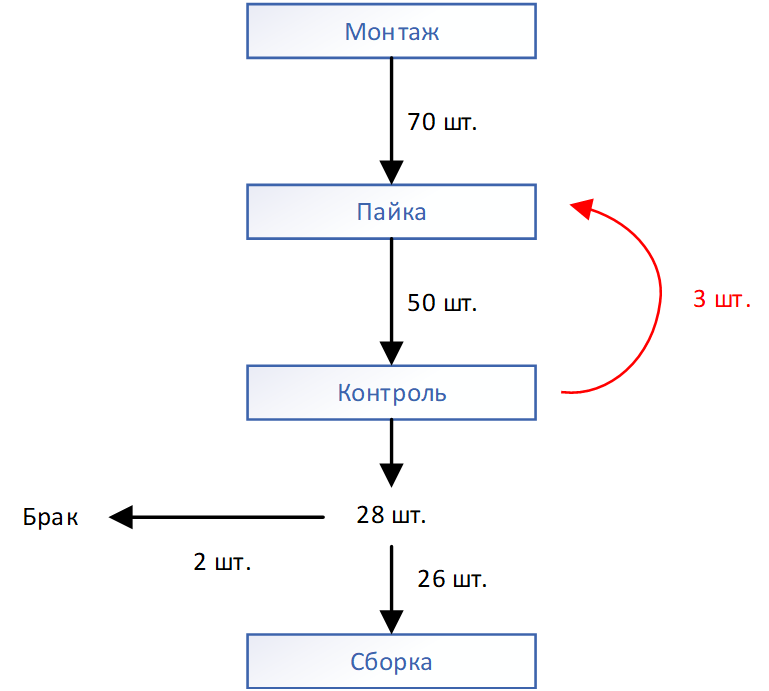 Рис. 72. Пример
Рис. 72. Пример
Ситуация на начальном этапе (платы передали контролёру) выглядит, как на Ошибка: источник перёкрестной ссылки не найден (стандартное окно Работы, которое открывается из режима График производства для просмотра подробной информации по текущему состоянию изготовления партии изделий). Всего в партии на текущий момент 70 изделий (указано в заголовке окна), монтаж прошла вся партия, у пайщиков сейчас остаются ещё 20 изделий (колонка В работе), 50 шт. передано контролеру, но он пока ещё не внес никакой информации по ним.
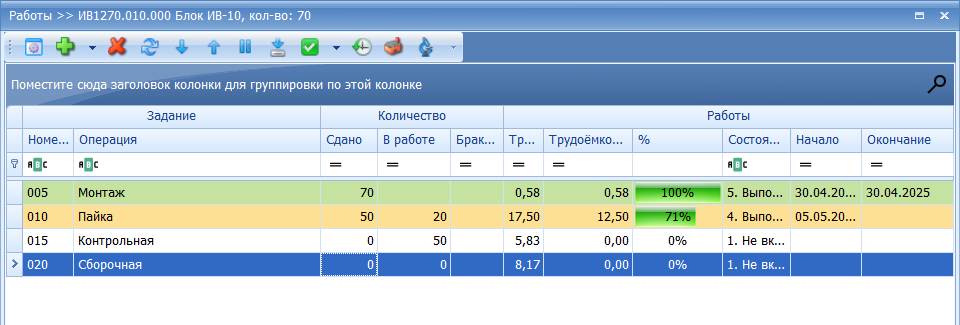 Рис. 73. Начальная ситуация (до проверки)
Рис. 73. Начальная ситуация (до проверки)
Контролёр выбирает в маршруте операцию Пайка и, используя функции Контроль - Возврат на доработку (Ошибка: источник перёкрестной ссылки не найден) отмечает в программе возвращение 3 шт. изделий на эту операцию. Так, как это описано в главе Возврат на доработку настоящего руководства.
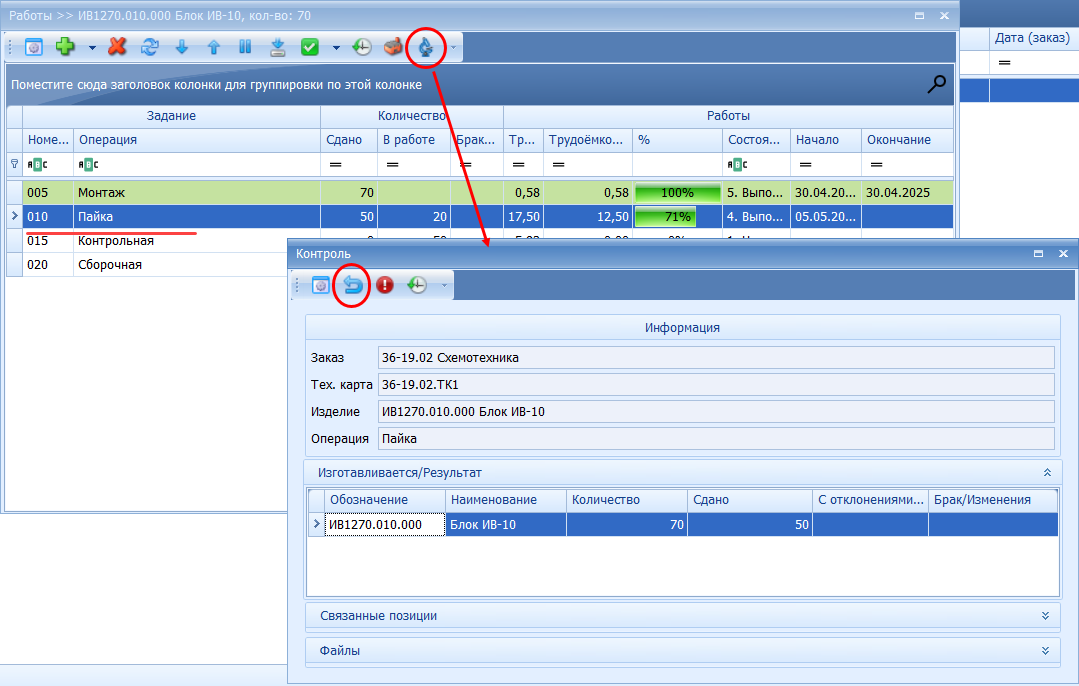 Рис. 74. Возврат на доработку
Рис. 74. Возврат на доработку
Далее любым удобным способом, используя штатные возможности VOGBIT, отмечает сдачу изделий по своей операции Контрольная в маршруте в количестве 28 шт. (по скольким он в итоге на сейчас выполнил все проверки). С помощью функций Контроль – Брак/Изменение (Ошибка: источник перёкрестной ссылки не найден) отмечает, что 2 шт. из этих изделий ушли в брак. Так, как описано в главе Брак/Изменение настоящего руководства.
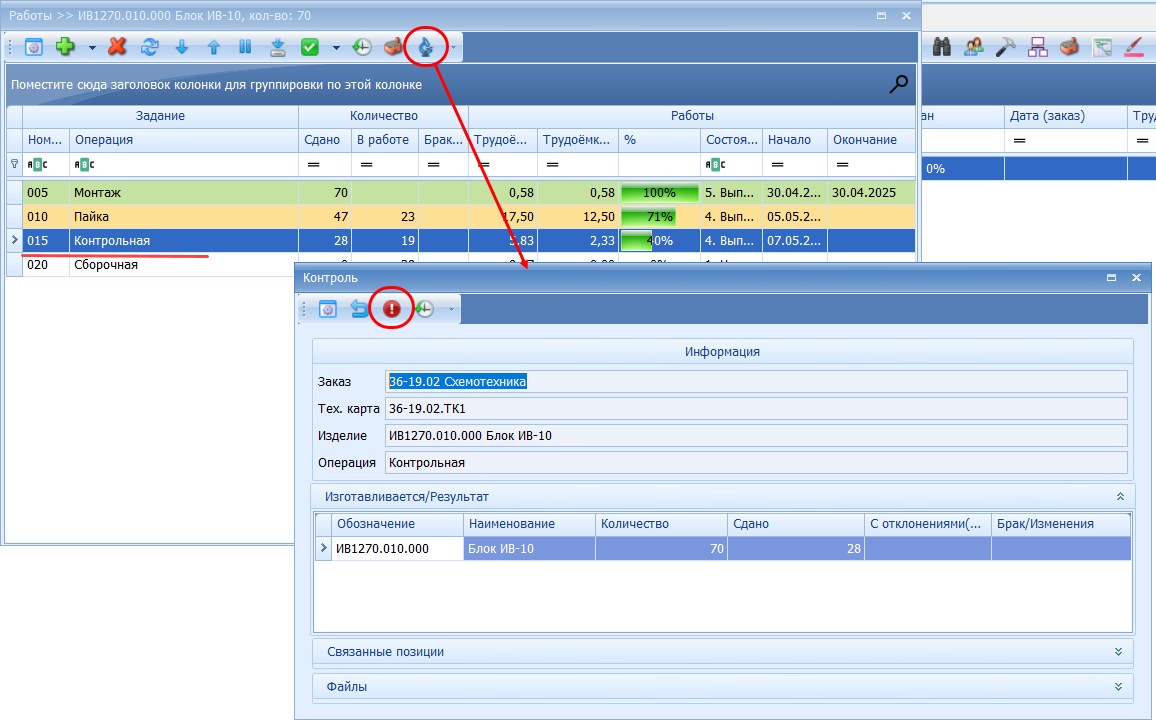 Рис. 75. Брак среди проверенных изделий
Рис. 75. Брак среди проверенных изделий
В итоге ситуация выглядит, как показано на Ошибка: источник перёкрестной ссылки не найден. Количество изделий в партии на текущий момент – 68 шт. (в заголовке окне на рисунке), т.к. 2 шт. из запущенных 70-ти к настоящему моменту ушли в брак.
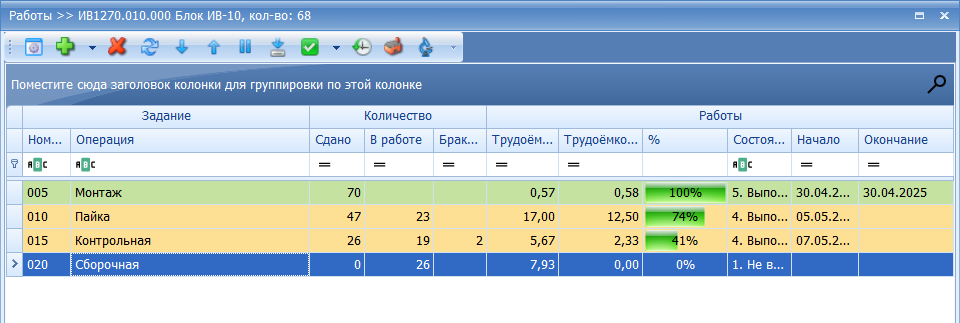 Рис. 76. Ситуация после внесения данных по результатам контроля
Рис. 76. Ситуация после внесения данных по результатам контроля
Ситуация по первой операции (Монтаж) не изменилась, вся партия (тогда это было ещё 70 изделий, что видно на рисунке) прошла эту операцию. У пайщиков на текущий момент в работе 23 шт. изделий (Ошибка: источник перёкрестной ссылки не найден, колонка В работе). Это изделия, пришедшие с монтажа, за которые пайщики пока ещё не брались, плюс 3 шт., которые им вернул контролёр на переделку. У контролера в работе на сейчас остаются пока 19 шт. изделий – из тех, что передали на проверку пайщики, но он ещё не успел до них добраться. У сборщиков на текущий момент есть 26 шт. изделий для окончательной сборки – полностью работоспособные, проверенные контролёром. Что соответствует действительности (Ошибка: источник перёкрестной ссылки не найден).
В случае, если информация о возникновении отклонений (выявлении брака) была внесена в систему некорректно, может возникнуть необходимость отменить изменения. То есть, вернуть информацию об изготовлении партии изделий обратно в то состояние, в каком она была до внесения ошибочной записи о браке в систему.
Откройте окно Контроль для нужной операции в маршруте изготовления партии изделий (по которой была неправильно внесена информация о браке) так, как это описано в главе Запуск настоящего руководства.
В окне Контроль нажмите в панели инструментов  История (Ошибка: источник перёкрестной ссылки не найден).
История (Ошибка: источник перёкрестной ссылки не найден).
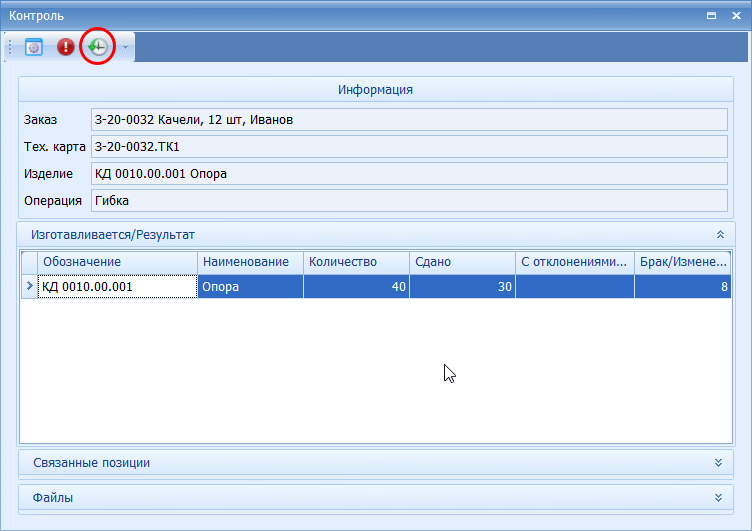 Рис. 77. Переход к окну История
Рис. 77. Переход к окну История
В окне История выберите ошибочно внесенную запись о результатах контроля и нажмите  Удалить (Ошибка: источник перёкрестной ссылки не найден).
Удалить (Ошибка: источник перёкрестной ссылки не найден).
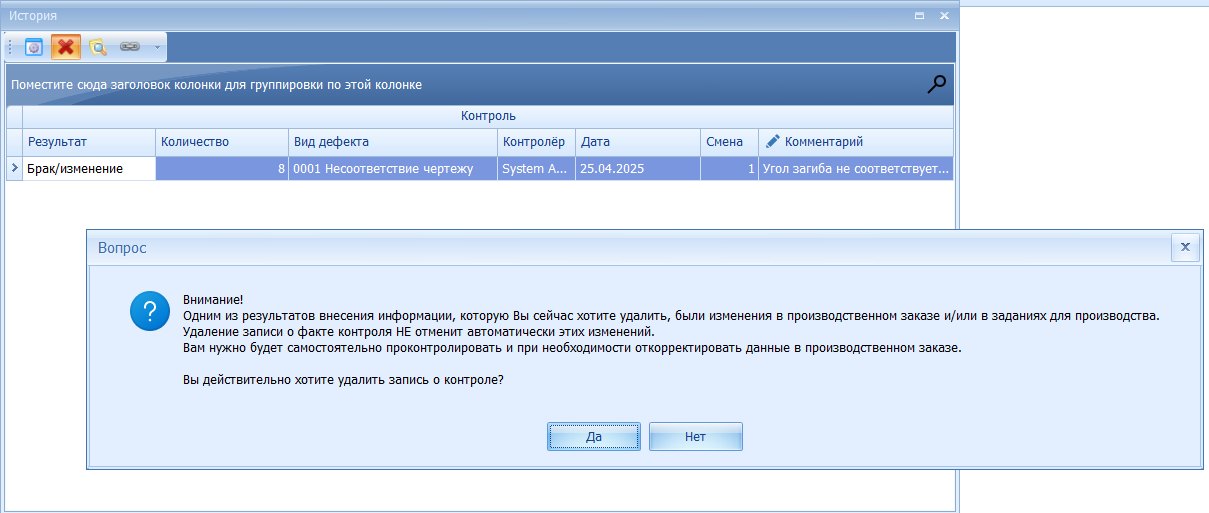 Рис. 78. Удаление ошибочно внесенной информации о результатах контроля
Рис. 78. Удаление ошибочно внесенной информации о результатах контроля
В некоторых случаях, например, когда вы вносите в программу информацию о браке, количество изделий в партии, движущихся далее по маршруту, уменьшается. При удалении такой записи о возникновении брака программа автоматически не вносит никаких корректировок в количество изделий в партии и текущие задания (поскольку тут не всегда всё однозначно), при необходимости соответствующие корректировки пользователь должен сделать самостоятельно. Программа выдаёт напоминание об этом при попытке удаления записи о возникновении брака (Ошибка: источник перёкрестной ссылки не найден).
Пример:
Количество изделий в партии при запуске было 48 шт. На одной из технологических операций была внесена информация о забракованных изделиях в количестве 3 шт. В итоге изделий в партии осталось 45 шт., брак 3 шт. Затем запись в программе о браке была признана неверной и её удалили. После этого необходимо вручную восстановить количество изделий в партии обратно до 48 шт.
Чтобы изменить количество изделий в партии, откройте окно График производства и выберите соответствующую партию деталей. В панели инструментов нажмите  Изменить количество 12 и введите, сколько изделий должно быть в партии (Ошибка: источник перёкрестной ссылки не найден).
Изменить количество 12 и введите, сколько изделий должно быть в партии (Ошибка: источник перёкрестной ссылки не найден).
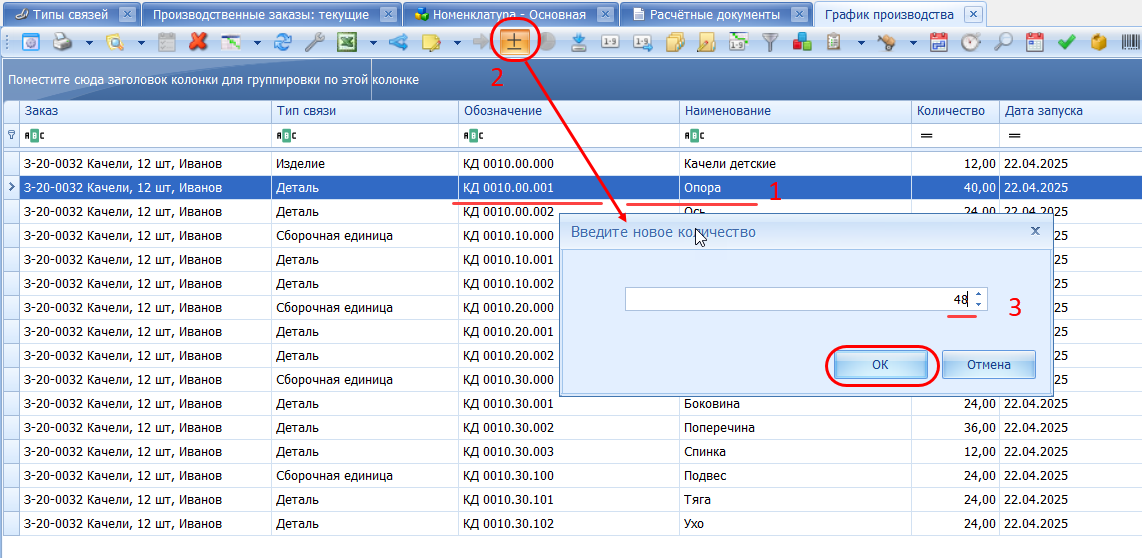 Рис. 79. Изменение количества изделий в партии
Рис. 79. Изменение количества изделий в партии
В результате программа изменит количество изделий в партии на указанное и автоматически внесет при необходимости соответствующие корректировки в связанные с данной партией задания для производства.
Данный справочник содержит перечень Видов дефектов (видов брака или отклонений), которые могут фиксироваться в вашем производстве.
В зависимости от количества различных видов дефектов, которые вы фиксируете в своём производстве вы можете использовать этот справочник в виде простого списка существующих видов дефектов (Ошибка: источник перёкрестной ссылки не найден) или структурировать его с помощью папок (Ошибка: источник перёкрестной ссылки не найден).
 Рис. 80. Пример справочника Видов дефектов в виде простого списка
Рис. 80. Пример справочника Видов дефектов в виде простого списка
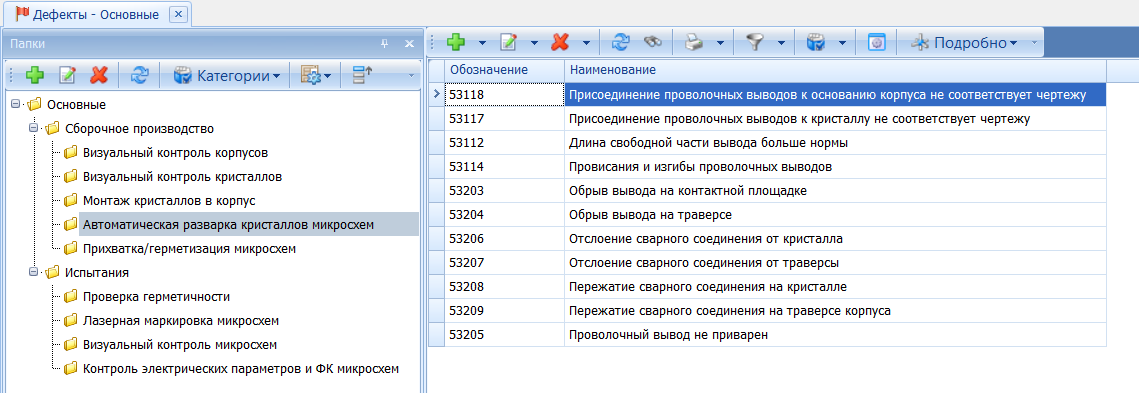 Рис. 81. Пример структурированного справочника Видов дефектов
Рис. 81. Пример структурированного справочника Видов дефектов
Чтобы перейти в справочник видов дефектов, нажмите в меню Рабочая – Дефекты (Ошибка: источник перёкрестной ссылки не найден).
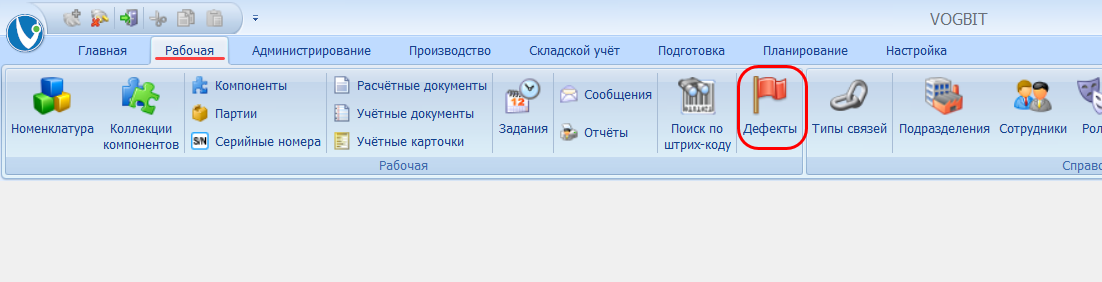 Рис. 82. Переход к справочнику Виды дефектов
Рис. 82. Переход к справочнику Виды дефектов
Если вы хотите структурировать справочник с помощью папок, то выберите Категорию (Ошибка: источник перёкрестной ссылки не найден). Если вы первый раз открываете справочник, то в таком случае создайте хотя бы одну Категорию (название структуры папок, по которым раскладываются записи в справочнике), как показано на Ошибка: источник перёкрестной ссылки не найден 13.
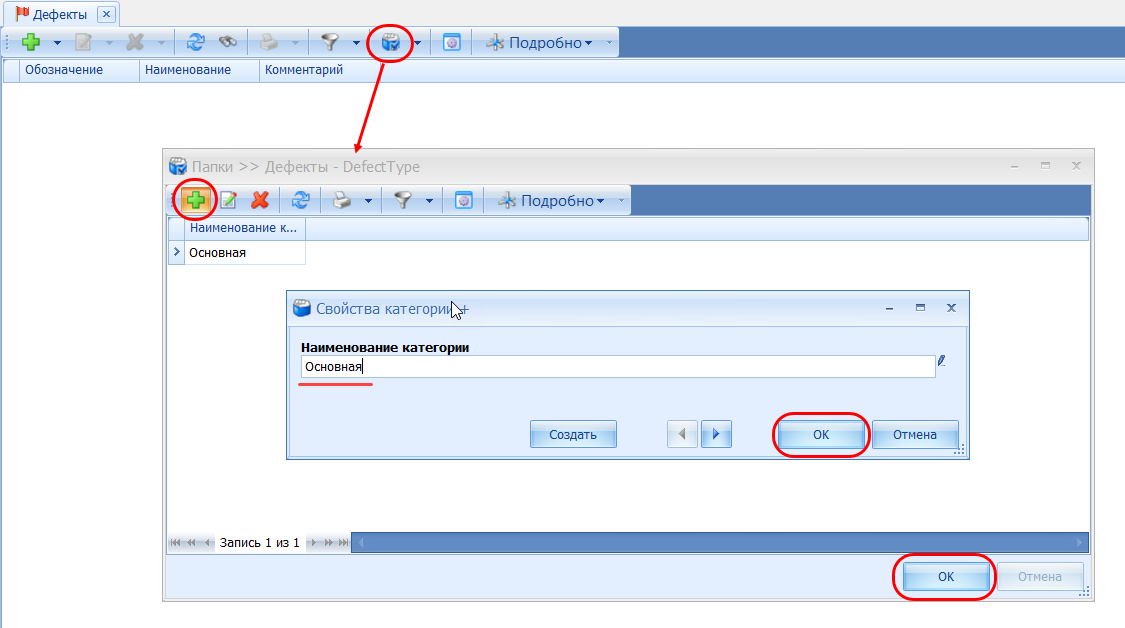 Рис. 83. Создание Категории (структуры папок) в справочнике Виды дефектов
Рис. 83. Создание Категории (структуры папок) в справочнике Виды дефектов
После выбора Категории при необходимости создайте нужные папки (Ошибка: источник перёкрестной ссылки не найден).
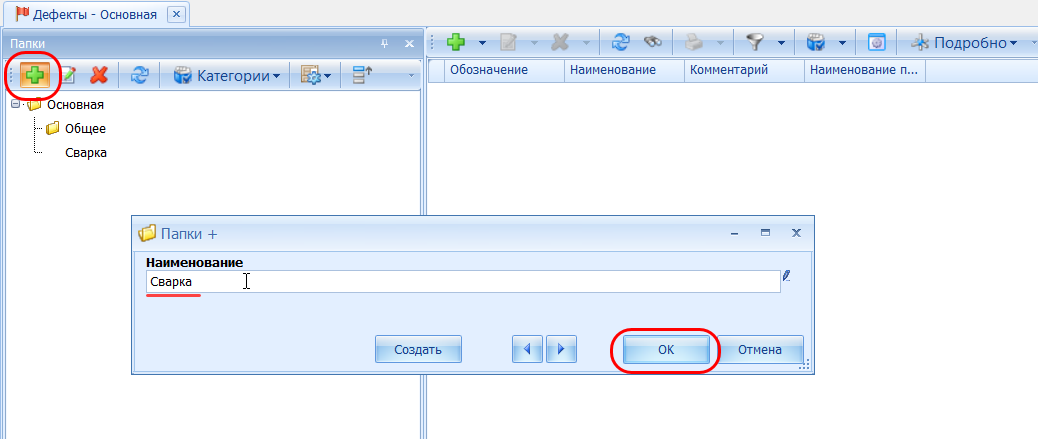 Рис. 84. Создание папок
Рис. 84. Создание папок
С помощью кнопки  Создать добавьте нужные виды дефектов (Ошибка: источник перёкрестной ссылки не найден).
Создать добавьте нужные виды дефектов (Ошибка: источник перёкрестной ссылки не найден).
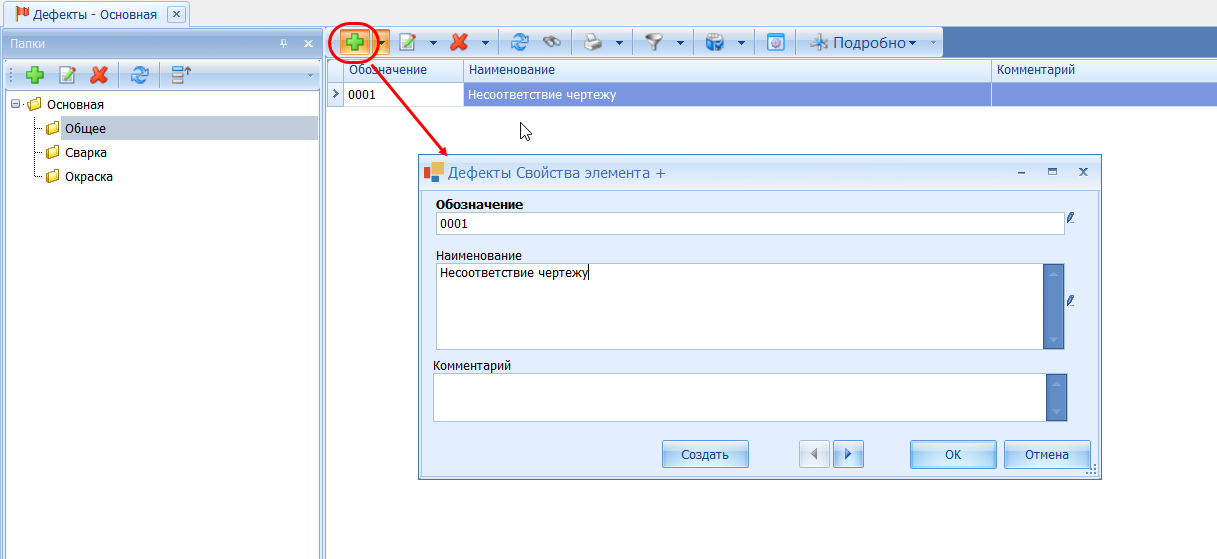 Рис. 85. Добавление Вида дефекта
Рис. 85. Добавление Вида дефекта
С помощью этой настройки можно указать, какие виды дефектов могут возникать на конкретной технологической операции. Для того, чтобы затем при оформлении Возврата на доработку или Брака/Изменений программа предлагала для выбора не общий список видов дефектов, а только те, которые относятся к соответствующей операции маршрута изготовления.
Предварительно добавьте актуальные для вашего производства Виды дефектов в общий справочник так, как это описано в предыдущей главе.
Выберите в справочнике Номенклатура технологическую операцию. Откройте для неё зависимое окно Связанные объекты (Ошибка: источник перёкрестной ссылки не найден).
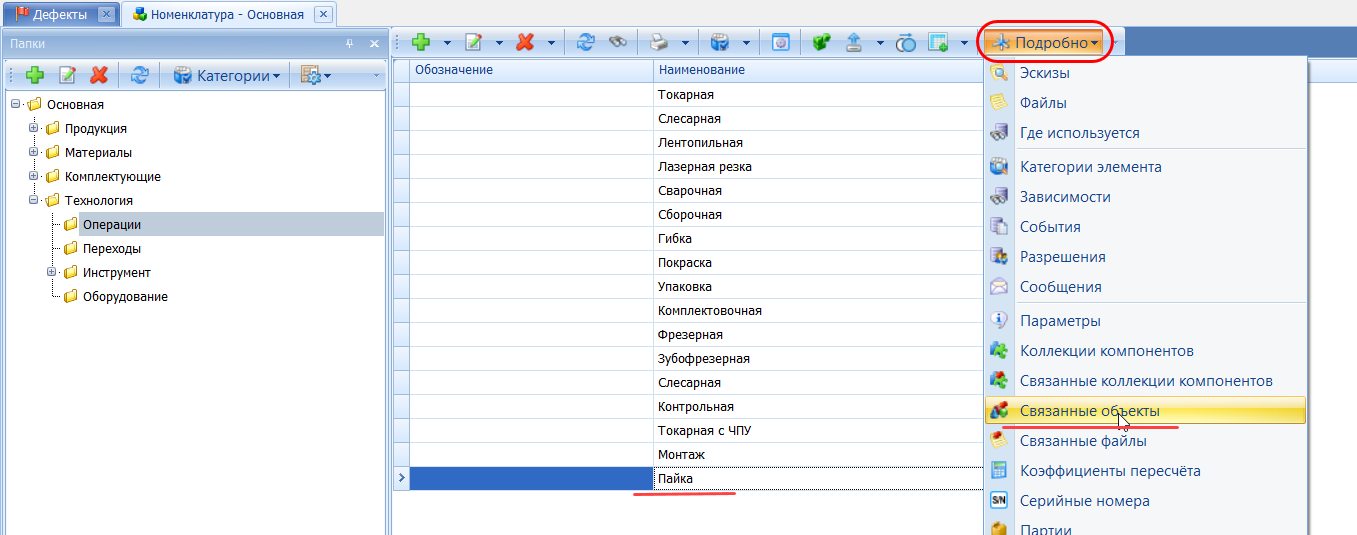 Рис. 86. Открытие зависимого окна Связанные объекты
Рис. 86. Открытие зависимого окна Связанные объекты
Добавьте к операции в качестве связанных объектов те виды дефектов, которые могут возникать на такой операции (Ошибка: источник перёкрестной ссылки не найден). Используйте тип связи Вид дефекта (LT_DefectType).
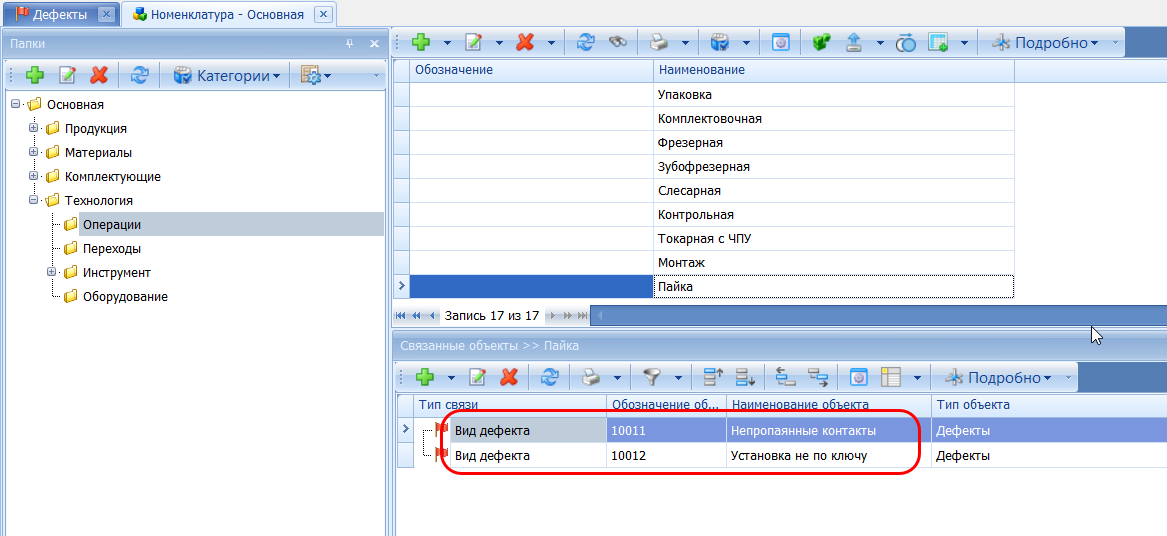 Рис. 87. Связанные объекты для операции
Рис. 87. Связанные объекты для операции
Теперь при работе с модулем Контроль будут предлагаться для выбора только те виды дефектов, которые вы настроили для данной технологической операции (Ошибка: источник перёкрестной ссылки не найден).
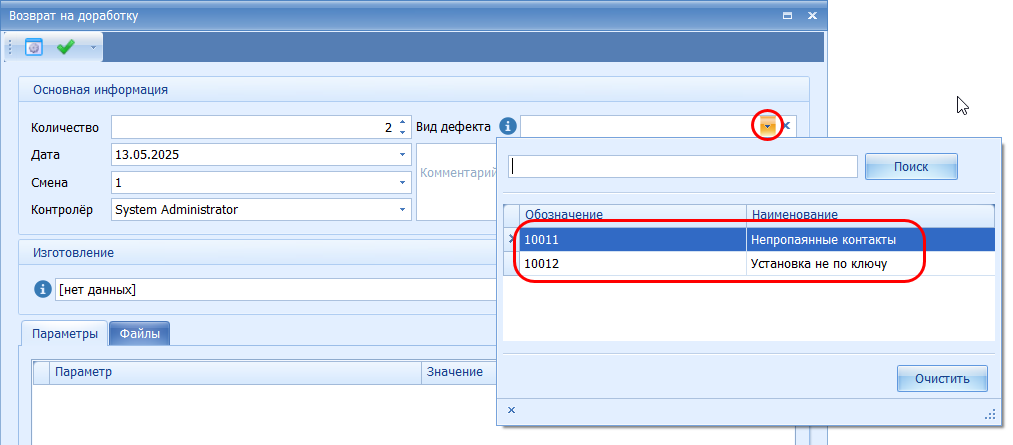 Рис. 88. Выбор вида дефекта при работе с модулем Контроль с учётом настроек для конкретной операции
Рис. 88. Выбор вида дефекта при работе с модулем Контроль с учётом настроек для конкретной операции
Найдите в справочнике Номенклатура в своей базе данных VOGBIT позицию Общие настройки системы (VGB_COMMON_SETTINGS). Обычно (по умолчанию, при создании новой базы данных) она находится в категории Настройки, Вспомогательные данные, в папке Настройки (Ошибка: источник перёкрестной ссылки не найден).
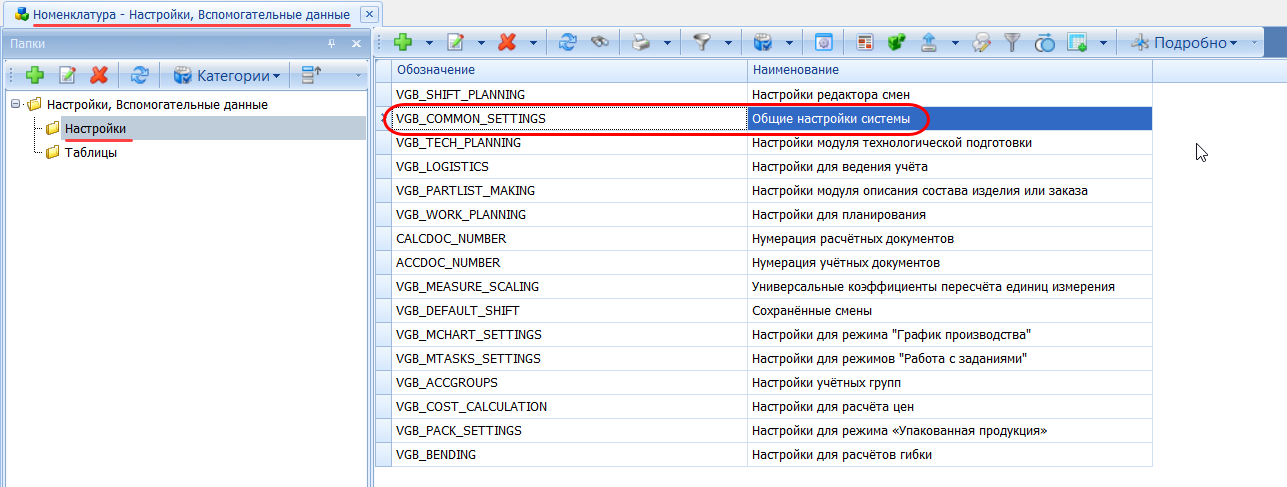 Рис. 89. Номенклатурная позиция Общие настройки системы
Рис. 89. Номенклатурная позиция Общие настройки системы
С помощью выпадающего меню Подробно откройте зависимое окно Параметры (Ошибка: источник перёкрестной ссылки не найден).
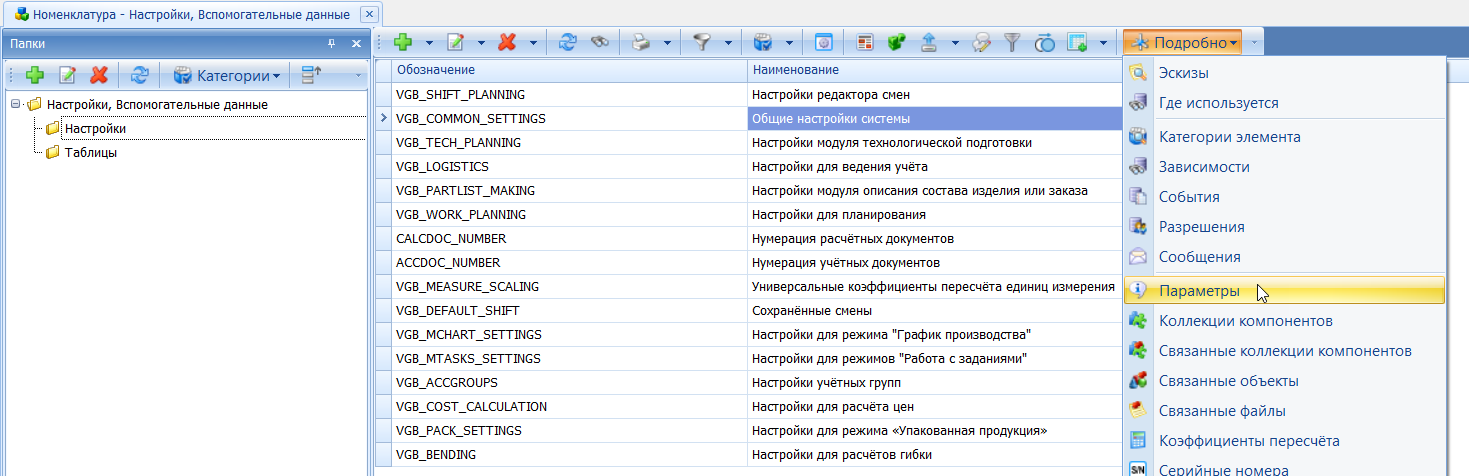 Рис. 90. Открытие зависимого окна Параметры
Рис. 90. Открытие зависимого окна Параметры
Если у номенклатурной позиции Общие настройки системы (VGB_COMMON_SETTINGS) нет параметра Уровень контроля (VGB_CONTROL_LEVEL), то добавьте его с помощью кнопки  Создать (Ошибка: источник перёкрестной ссылки не найден).
Создать (Ошибка: источник перёкрестной ссылки не найден).
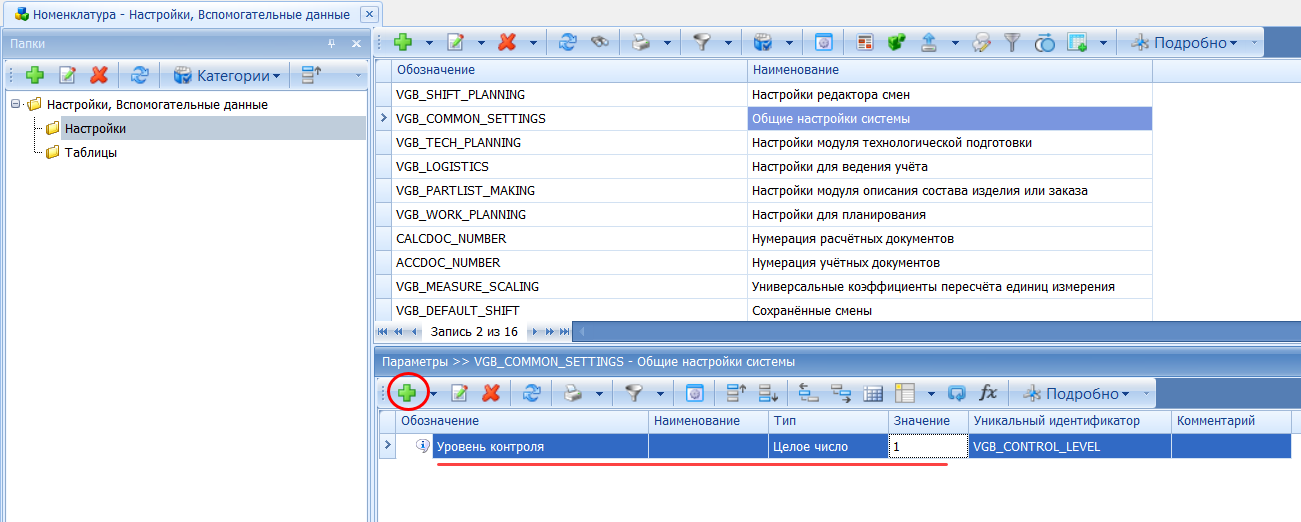 Рис. 91. Параметр «Уровень контроля» (VGB_CONTROL_LEVEL)
Рис. 91. Параметр «Уровень контроля» (VGB_CONTROL_LEVEL)
Установите значение параметра в соответствии с Уровнем контроля, который Вы хотите использовать (см. таблицу ниже).
| Значение параметра | Уровень контроля |
|---|---|
| 0 или параметр отсутствует | Минимальный |
| 1 | Средний |
| 2 | Высокий |
В зависимости от выбранного уровня контроля в окне Контроль в панели инструментов могут присутствовать или отсутствовать некоторые кнопки, а в области общей информации по текущей операции могут варьироваться отображаемые колонки с информацией.
При изменении в настройках уровня контроля с более высокого на более низкий ненужные кнопки и колонки сами исчезнут в окне Контроль.
В случае изменения уровня контроля с более низкого на более высокий, скорее всего, первый раз вам нужно будет самостоятельно добавить дополнительные кнопки и колонки (нужные вам для работы) в своём окне Контроль. Это связано с тем, что настройки панели инструментов и колонок индивидуальны для каждого пользователя (можно самому настраивать отображение/скрытие кнопок, порядок кнопок на панели, какие колонки выводить/скрывать, их порядок, ширину).
Чтобы добавить кнопку нажмите на панели инструментов в любом месте правую кнопку мыши и в контекстном меню выберите Настройка (Ошибка: источник перёкрестной ссылки не найден).
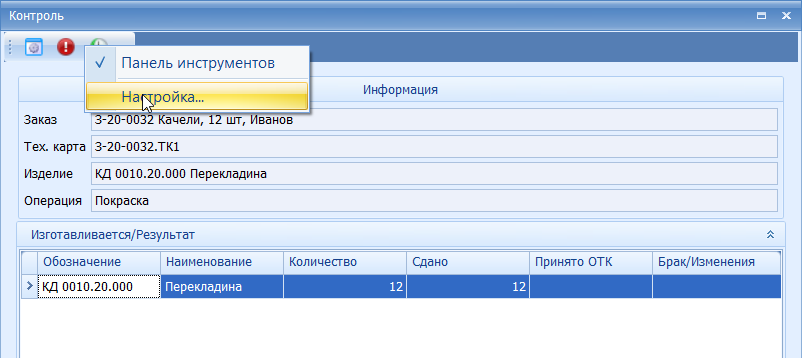 Рис. 92. Переход к настройке панели инструментов
Рис. 92. Переход к настройке панели инструментов
В окне Настройка выберите вкладку Команды (список всех доступных в этом окне кнопок) - Ошибка: источник перёкрестной ссылки не найден.
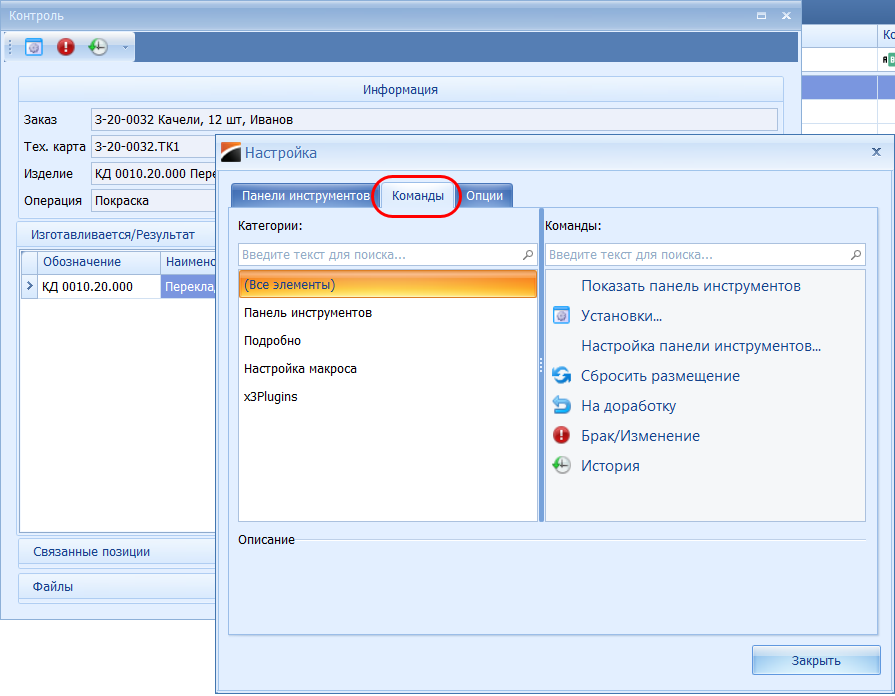 Рис. 93. Вкладка Команды
Рис. 93. Вкладка Команды
Мышкой перетащите нужную кнопку на панель инструментов в то место, где вы хотите расположить её на панели (Ошибка: источник перёкрестной ссылки не найден).
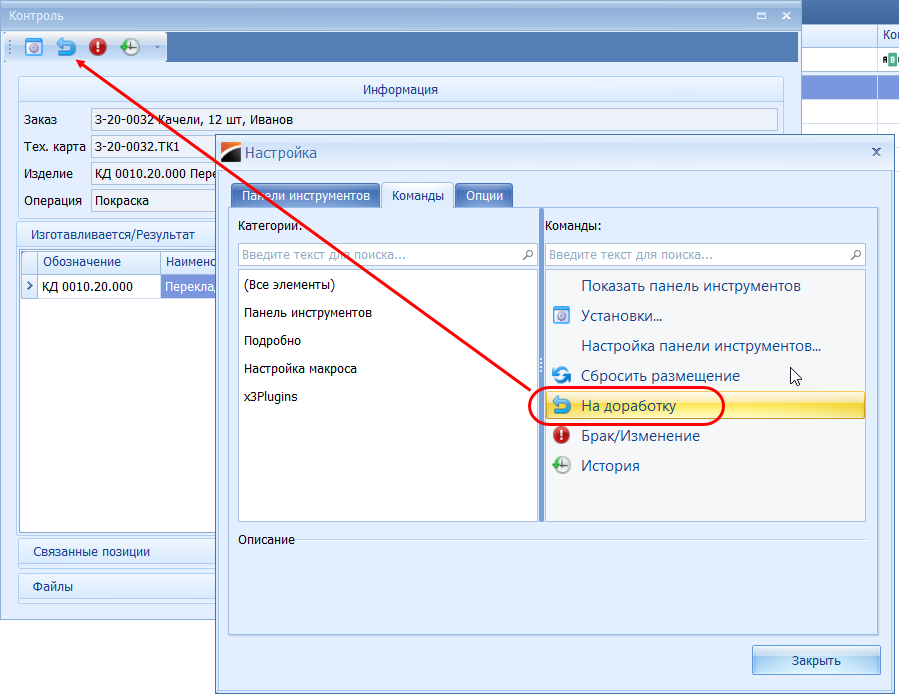 Рис. 94. Добавление кнопки на панель инструментов
Рис. 94. Добавление кнопки на панель инструментов
Также в момент, когда открыто окно Настройки (Ошибка: источник перёкрестной ссылки не найден), можно:
- изменять расположение (последовательность) кнопок на панели инструментов – для этого просто перетащите мышкой кнопку на панели в желаемое место.
- Удалять ненужные кнопки с панели инструментов – для этого возьмите мышкой кнопку на панели инструментов и перетащите её на любое свободное место на экране (куда-нибудь с панели инструментов, в любое место экрана). Вернуть удаленные с панели кнопки обратно потом можно так, как показано на Ошибка: источник перёкрестной ссылки не найден - Ошибка: источник перёкрестной ссылки не найден.
Для настройки отображаемых колонок (в области общей информации по текущей операции) нажмите правую кнопку на заголовке любой колонки и выберите в контекстном меню Выбор колонок (Ошибка: источник перёкрестной ссылки не найден).
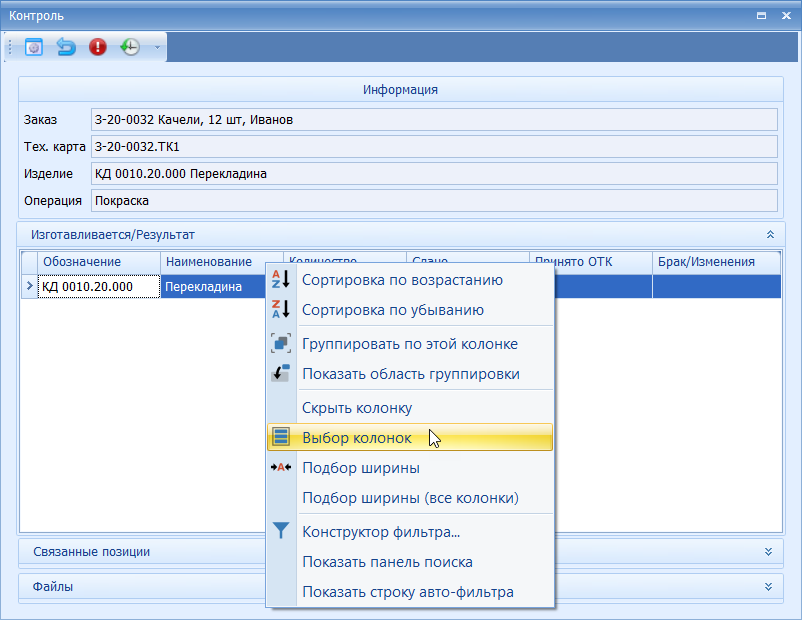 Рис. 95. Открытие списка доступных дополнительных колонок
Рис. 95. Открытие списка доступных дополнительных колонок
Если не все возможные колонки у вас сейчас выведены на экран, то в окне Выбор колонок (Ошибка: источник перёкрестной ссылки не найден) появится список, какие ещё колонки при желании можно добавить. При необходимости возьмите мышкой в этом списке нужную колонку и перетащите её заголовок в то место, где хотите чтобы эта колонка была расположена, как показано на Ошибка: источник перёкрестной ссылки не найден.
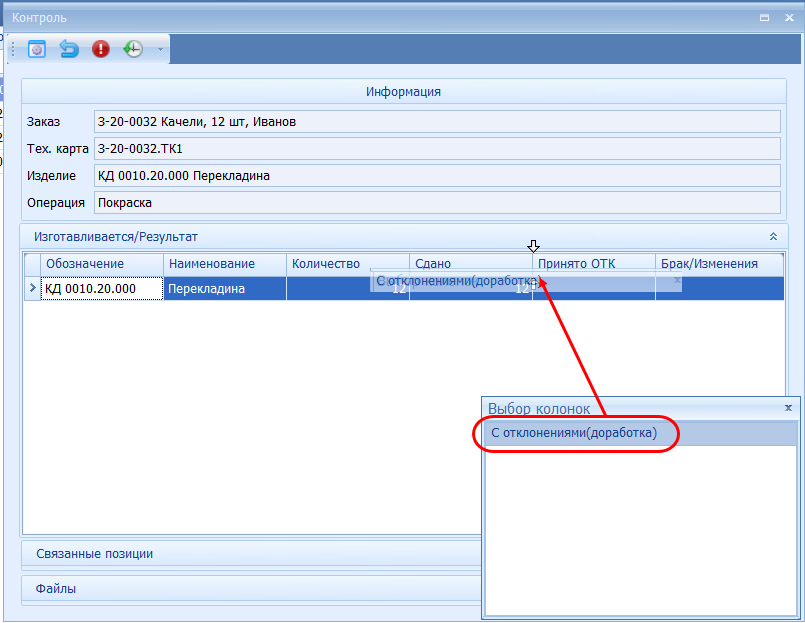 Рис. 96. Добавление колонки
Рис. 96. Добавление колонки
Колонка появится на экране (Ошибка: источник перёкрестной ссылки не найден).
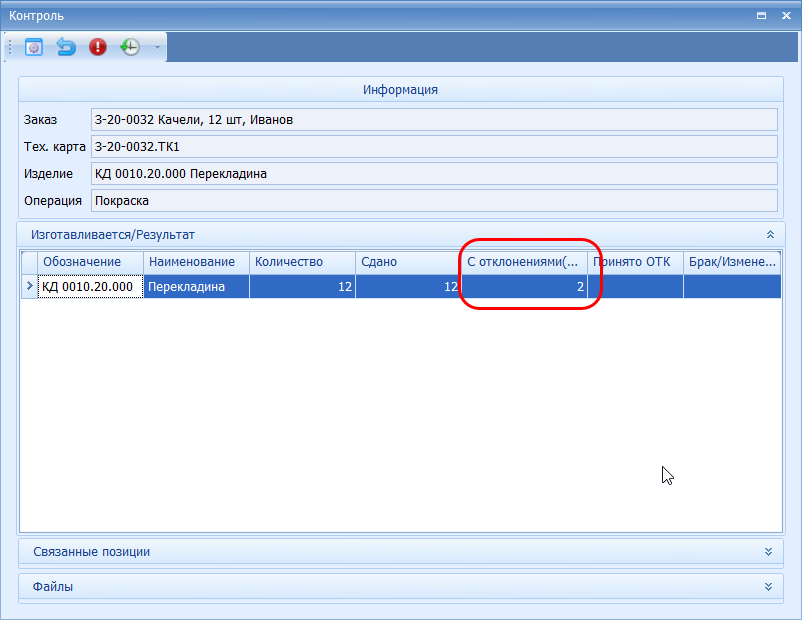 Рис. 97. Добавленная колонка
Рис. 97. Добавленная колонка
Чтобы изменить ширину, порядок следования колонок, или удалить ненужную колонку не требуется открывать никаких дополнительных окон или меню. Просто раздвигайте мышью заголовки колонок или меняйте их местами, с помощью левой кнопки мыши. Для удаления колонки возьмите мышкой её заголовок и перетащите на любое свободное место на экране. Для возвращения удаленной колонки обратно действуйте, как описано выше (Ошибка: источник перёкрестной ссылки не найден, Ошибка: источник перёкрестной ссылки не найден).
Данная настройка используется в случае, когда изделия при выявлении отклонений (брака) могут быть не только признаны окончательно не годными, но и при определенных обстоятельствах из этих бракованных изделий можно изготовить другую номенклатуру продукции. Пример такого случая рассмотрен выше в главе, посвящённой внесению информации о браке.
Найдите нужное изделие в справочнике Номенклатура. Откройте для него зависимое окно Связанные объекты (Ошибка: источник перёкрестной ссылки не найден).
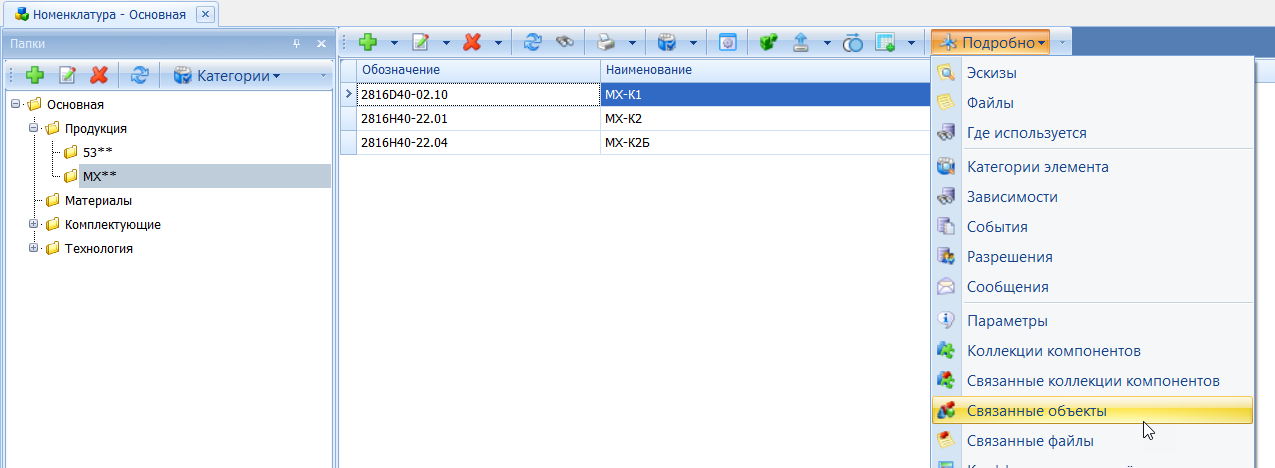 Рис. 98. Открытие зависимого окна Связанные объекты
Рис. 98. Открытие зависимого окна Связанные объекты
Добавьте в качестве Связанных объектов те изделия (номенклатурные позиции), в которые могут превратиться исходные изделия в процессе их производства при выявлении тех или иных отклонений (Ошибка: источник перёкрестной ссылки не найден). Используйте при этом тип связи Новая позиция (LT_NewPosition).
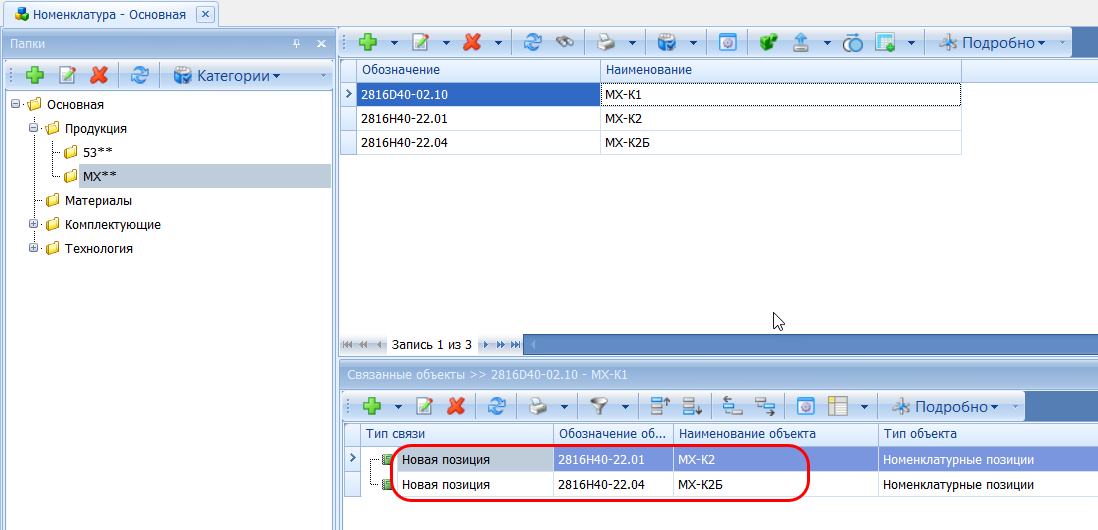 Рис. 99. Настройка взаимосвязей для «Превращения» одной номенклатуры продукции в другую в процессе производства при выявлении отклонений
Рис. 99. Настройка взаимосвязей для «Превращения» одной номенклатуры продукции в другую в процессе производства при выявлении отклонений 1 Не следует путать с отметкой о выполнении контроля ОТК, как операции в маршруте партии изделий, без выполнения которой изделия не переходят на следующую операцию по маршруту, более подробную информацию по данному вопросу можно найти в главах посвящённых функции Приёмка и использованию Контрольных операций в маршруте.
2 Не следует путать с понятием Уровней планирования и учёта производства, которое также существует в программе. Это независимые друг от друга моменты. Уровень учёта определяет порядок формирования в программе заданий для работников и их отметки в части выполнения основных технологических операций в процессе изготовления продукции. Уровень контроля определяет доступность тех или иных возможностей программы в части фиксации факта проведения контроля и его результатов.
3 Строго говоря, на минимальном уровне данная информация также заполняется, но автоматически: в качестве Контролера подставляется текущий пользователь VOGBIT, кто ввел данные о браке, а дата и смена – текущие на момент внесения информации. На среднем уровне пользователь может при желании изменить данные параметры по собственному усмотрению в момент внесения данных о выполнении контроля. По умолчанию так же подставляется текущие дата, смена и пользователь.
4 В большинстве случаев, когда задания в производстве выдаются и контролируются для каждой партии деталей (сборочных единиц), указанное в поле Изделие в области Изготавливается (колонки Обозначение и Наименование) будет совпадать. Но это не всегда так. Например, при использовании метода планирования и контроля производства по комплектам (когда задания выдаются и контролируется не по каждому наименованию деталей отдельно, а сразу целиком одно задание на комплект разных деталей), в области Информация в поле Изделие будет указано название комплекта деталей (сборочной единицы, для которой эти детали), а в области Изготавливается - названия и количество конкретных деталей в комплекте.
5 Расположение панели инструментов, набор кнопок на ней и их последовательность можно настроить самостоятельно.
6 По смыслу значение в поле Количество означает то количество изделий в партии, сколько их реально осталось в ней к настоящему моменту. То есть изначально запущенное в производство число изделий за вычетом тех из них, которые по тем или иным причинам были признаны Браком в процессе изготовления этой партии.
7 Более сложный пример будет рассмотрен ниже.
8 Возможно, первый раз потребуется добавить кнопку на панель инструментов, как описано в соответствующей главе настоящего руководства (какие кнопки показывать на панели инструментов и в какой последовательности каждый пользователь может настраивать для себя сам, индивидуально).
9 Возможно, первый раз нужно будет добавить соответствующую кнопку на панель инструментов. Подробнее см. в главе Настройка панели инструментов и колонок.
10 В базовый комплект поставки программы, в зависимости от версии, может не входить ни одного готового шаблона отчёта для режима Статистика контроля.
11 Отдельная услуга, может быть платной.
12 Расположение кнопки на панели инструментов может отличаться. Какие кнопки отображать или не отображать на панели, а также порядок их следования каждый пользователь может настроить для себя самостоятельно.
13 Этого не нужно делать, если вы не хотите использовать папки, и вам достаточно чтобы справочник Виды дефектов был представлен в виде простого списка.