Цеховые терминалы учёта работ
Цеховой терминал представляет собой устройство, устанавливаемое непосредственно на производственном участке, которое служит средством коммуникации между руководителем, информационной системой и непосредственными исполнителями (операторы, станочники, сборщики, сварщики и т.п.).
Цеховой терминал представляет собой устройство, устанавливаемое непосредственно на производственном участке, которое служит средством коммуникации между руководителем, информационной системой и непосредственными исполнителями (операторы, станочники, сборщики, сварщики и т.п.).
Технически терминал представляет собой компьютер под управлением ОС Windows, оснащённый сенсорным экраном, сканерами RFID/штрих-кодов, с установленным специальным программным обеспечением, и подключенный к сети для связи с базой данных VOGBIT. Примеры технического исполнения терминалов показаны на Рис. 1.
 Рис. 1. Цеховые терминалы VOGBIT
Рис. 1. Цеховые терминалы VOGBIT
Основное предназначение терминалов - сбор оперативной информации о ходе работ непосредственно на участках, а также фиксация фактически затраченного работниками времени на выполнение заданий. Общий принцип работы – начиная или заканчивая работу над очередным заданием, работник сам отмечает это на ближайшем терминале с помощью своей персональной RFID карточки (электронный пропуск, браслет и т.п.) и кнопок на сенсорном экране терминала. В некоторых случаях вместо нажатия на кнопку на экране выполняется считывание штрих-кода.
Предусмотрены разные типы терминалов. Каждый тип терминала ориентирован на использование в определённых условиях. На сегодня в стандартный комплект поставки VOGBIT включены, в том числе, типы терминалов:
- Для опытного производства или для организации простейшего учёта фактических трудозатрат в производстве, а также учёта трудозатрат, не подлежащих предварительному нормированию (например, проектирование, конструкторско-технологическая подготовка и т.п.);
- Для организации простейшего учёта движения деталей и выработки нормо-часов по работникам в механических цехах;
- Для учёта фактических трудозатрат при сборке сложных изделий;
- Для производства с хорошо проработанной технологией, с внедрённой системой оперативного планирования и контроля с точностью до персональных сменных заданий каждому работнику («высокий» или «максимальный» уровень в VOGBIT);
- Для участков ЧПУ.
На одном и том же предприятии могут использоваться на разных участках разные типы терминалов. Программное обеспечение при этом устанавливается одинаковое, а тип терминала определяется настройками для участка в самой системе VOGBIT. На каждое отдельное устройство (терминал) для работы требуется одна стандартная лицензия VOGBIT.
Тип терминала определяет, какая и как фиксируется в программе информация о выполняемых работах. Выбирается в зависимости от используемого в VOGBIT уровня учёта и специфики производственного процесса на конкретном участке.
| Тип терминала | Уровень учёта | Отметка фактического времени начала и окончания работы по каждому заданию | Примечание | Могут использоваться параметры |
|---|---|---|---|---|
| 0 | «Минимальный» | Да | Учет работ по изделиям/заказам без разбивки по операциям (видам работ). Учитывается фактически затраченное работником время на работу над определённым заказом / изделием. | ByOrder ShowT |
| 1 | «Средний»
|
Да | Учёт работ отдельно по технологическим операциям. Аналогично типу 0, только учёт ведётся не итого по изделию, а отдельно по технологическим операциям его изготовления. | ByOrder
|
| 2 | «Средний»
|
Нет | Учет движения деталей в механическом производстве. Отмечается количество сданных деталей по каждой операции по маршруту. Нормо-часы закрываются по нормативам. | Confirm |
| 3 | «Высокий» или «Максимальный» | Да | Учёт реального времени в варианте выполнения работ на основе сменного задания. Фиксируется начало и окончание времени выполнения каждой работы по заданию, количество сданных изделий. | Не используются |
| 4 | «Высокий» или «Максимальный» | Да | Вариант «для участка ЧПУ». Работа ведётся на основании сменного задания. Фиксируется фактически потраченное время и количество сданных изделий. Поддерживается многостаночное обслуживание. Введены ограничения характерные для ситуации «1 пост = 1 станок». | Не используются |
| 5 | «Высокий» или «Максимальный» | Да | Вариант терминала для работы по электронному сменному заданию, с закрытием «фактической трудоёмкости» по нормативам. | Не используются |
Пояснение: Терминал типа 0 предназначен для «минимального уровня учёта» и хорошо подходит для учёта фактичекской трудоёмкости работ, выполняемых не по заранее прописанной «технологии» и без чётких нормативов и сменных заданий. Например, опытное производство, конструкторско-технологическая подготовка и сопровождение производства и т.п.
Терминал типа 2 предназначен для самого простого варианта контроля выполнения работ и движения деталей в механообрабатывающем производстве («средний» уровень учёта в VOGBIT). С помощью терминала фиксируется количество сданных деталей и фамилия выполнявшего операцию рабочего. Реальное время обработки не измеряется. «Трудоёмкость» закрывается по нормативам, указанным в техпроцессе (в задании).
Терминалы типа 3 и 5 предназначены для «высокого» или «максимального» уровня учёта, когда все работы выполняются на основании персональных сменных заданий. Терминал типа 3 предполагает, что в качестве «фактической трудоёмкости» закрываемой работнику записывается измеренное терминалом реальное время работы над заданием (разница между началом и окончанием работы над заданием). Терминал типа 5 при закрытии задания в качестве «фактической трудоёмкости» фиксирует в базе данных нормативную (заданную в техпроцессе) трудоёмкость на одно изделие * кол-во сданных работником изделий. При этом реальное время начала и окончания работы для информации (возможности последующего анализа) также фиксируется в базе данных.
Терминал типа 4 предназначен для варианта многостаночного обслуживания (участки станков с ЧПУ). Предполагает, что один и тот же оператор может параллельно работать на нескольких разных станках (постах).
Ограничения:
На одном «участке» (в понимании системы VOGBIT) допускается использование только одного типа терминалов. В случае необходимости применения одновременно нескольких разных типов терминалов на одном и том же производственном подразделении следует завести в VOGBIT несколько разных «участков» (сотрудники могут быть на них на всех одни и те же), настроить для них разные типы терминалов, и распределять работы (задания) по данным «участкам» в соответствии с тем, на какой тип терминала должно какое задание попасть.
Терминалы типа 2,3,4 и 5 НЕ рассчитаны на использование метода планирования и учёта «по комплектам» (когда в одном задании с общей трудоёмкостью подразумевается обработка нескольких разных деталей/изделий) а также на вариант «совместной работы» (когда задание выполняется совместно 2-мя или более работниками, и трудоёмкость распределяется равномерно между ними). Иными словами, данные типы терминалов рассчитаны на то, что задания выполняются работниками индивидуально, и в рамках одного задания не объединяется обработка разных деталей/изделий.
Порядок указания типа терминала:
Чтобы задать тип терминала для участка, нужно добавить к соответствующему участку в справочнике «Подразделения» параметр «Тип терминала» (VGB_Terminal_Type) с нужным значением (см. таблицу) - Рис. 2. Если у участка отсутствует параметр «Тип терминала», то это по умолчанию понимается программой, как Тип терминала = 0 («минимальный» уровень учёта).
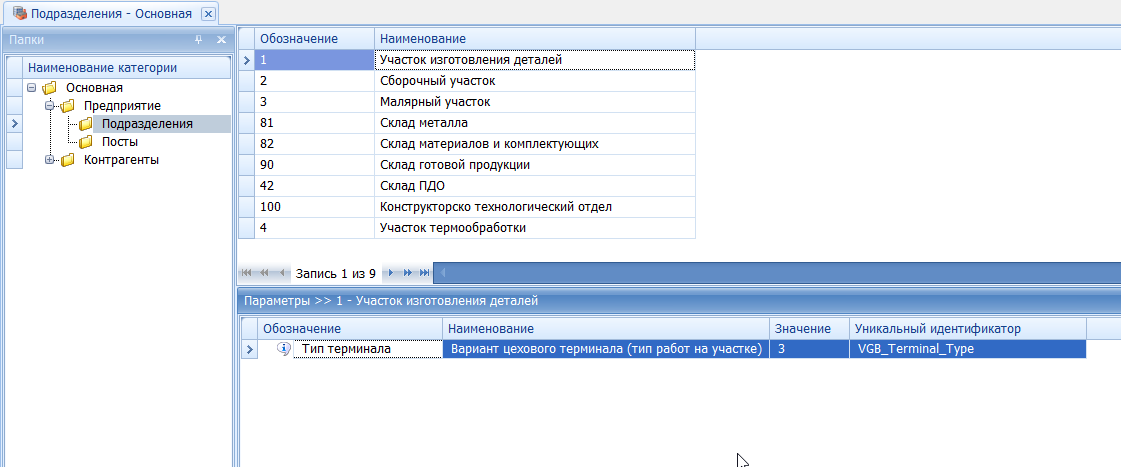 Рис. 2. Настройка типа терминала для участка
Рис. 2. Настройка типа терминала для участка
Установите на устройство, которое будет использоваться как терминал, стандартное клиентское приложение VOGBIT. Запустите его один раз, войдите в систему под любым пользователем. Убедитесь, что вход в систему через стандартное приложение VOGBIT (подключение к вашей рабочей базе данных) выполняется без каких-либо проблем. После этого перейдите к настройке запуска терминала (см. следующую главу).
Приложение запускается с помощью командной строки с параметрами. Файл для запуска приложения называется AccWork.exe и находится в рабочей папке VOGBIT (по умолчанию: C:\Program Files\VOGBIT).
Для запуска приложения настройте ярлык (для файла AccWork.exe). В параметрах командной строки укажите (подряд, через пробел, без каких-либо разделителей):
- Имя сервера
- Имя базы данных
- Имя пользователя
- Пароль
- Дополнительные параметры (если нужно)
Пример командной строки для запуска приложения:
"C:\Program Files\VOGBIT\AccWork.exe" SERVER/STP VOGBIT user 12345 ByOrder
Имя пользователя и пароль в данном случае нужны только для соединения с базой данных. Можно завести в VOGBIT для этого специального пользователя «Терминал». «Конфигурацию рабочего места» для такого «пользователя» настраивать не нужно, главное, чтобы у него было имя и пароль для подключения к базе данных. Авторизация же работников, которые берут или сдают задания выполняется уже в запущенном приложении с помощью RFID карты (браслета и т.п.) 1.
В качестве дополнительных параметров (необязательно, в конце командной строки, после имени пользователя и пароля) могут использоваться:
| Параметр | Может применяться для типа терминала | Действие |
|---|---|---|
| ByOrder | 0 или 1 | При выборе нового задания работник сначала выбирает заказ, потом изделие (позицию) в заказе. Если параметра нет, то изделия (позиции) по всем заказам, находящимся в работе, выводятся одним общим списком. |
| ShowT | Только 0 | При выборе нового задания по каждому доступному заданию показывается плановый объём работ и фактически закрытая на сейчас трудоёмкость по нему. |
| Confirm | Только 2 | После ввода рабочим на терминале информации о сдаче деталей по операции дополнительно требуется подтверждение мастером (подтверждение выполняется в стандартном клиентском приложении VOGBIT, окно «подтверждение»). Если параметр не указан, то пи отметке через терминал информация о сдаче сразу заносится в базу, без дополнительного подтверждения. |
Для авторизации работников при использовании терминалов требуется прописать в базе данных VOGBIT коды RFID-карточек (браслетов, электронных пропусков) соответствующих сотрудников. Для этого:
Присоедините сканер RFID к любому компьютеру, на котором установлен стандартный клиент VOGBIT.
Запустите обычное клиентское приложение VOGBIT, подключитесь к своей рабочей базе данных, откройте справочник «Сотрудники» (Рис. 3).
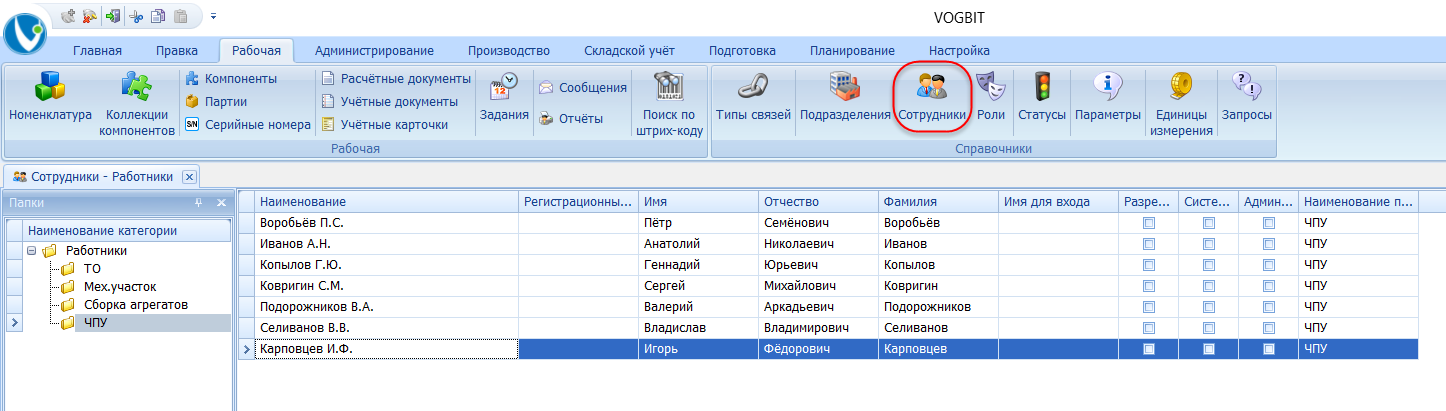 Рис. 3. Справочник сотрудников.
Рис. 3. Справочник сотрудников.
Установите курсор на работника, откройте зависимое окно «Штрих-коды» (Рис. 4).
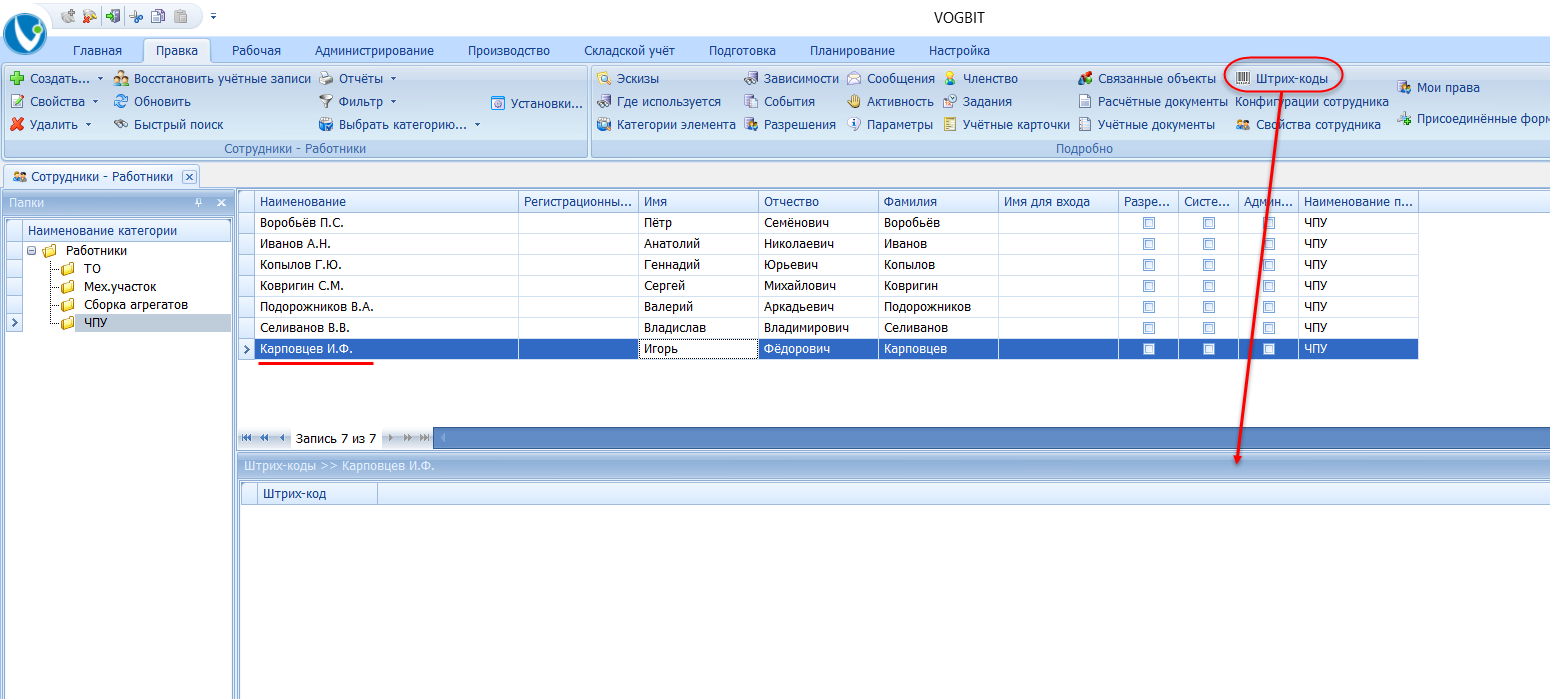 Рис. 4. Окно Штрих-коды
Рис. 4. Окно Штрих-коды
В окне «Штрих-коды» нажмите  Создать и поднесите к сканеру RFID карточку работника. Если сканер работает и настроен правильно 2, то считанный код карточки (браслета) работника появится в окне (Рис. 5). Этот код уже сохранён в базе данных.
Создать и поднесите к сканеру RFID карточку работника. Если сканер работает и настроен правильно 2, то считанный код карточки (браслета) работника появится в окне (Рис. 5). Этот код уже сохранён в базе данных.
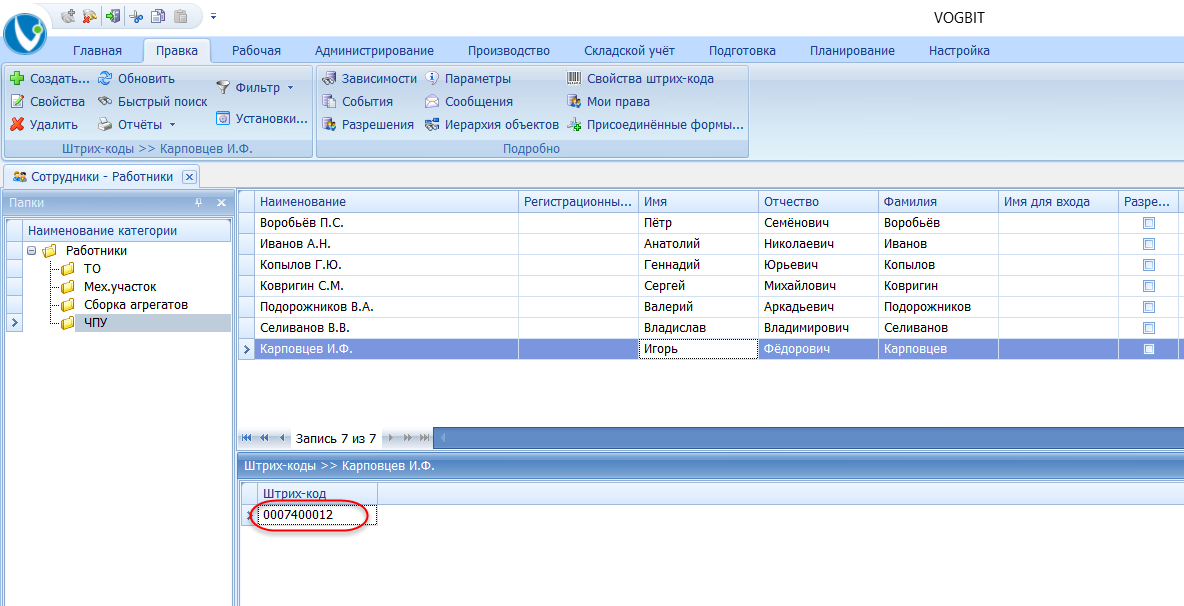 Рис. 5. Сохранённый код электронного пропуска (RFID карточки) работника
Рис. 5. Сохранённый код электронного пропуска (RFID карточки) работника
Авторизация (вход) производится с помощью RFID карты (электронного пропуска, браслета и т.п.) работника.
В большинстве случаев после авторизации работник отмечает на терминале либо начало работы над определённым заданием, либо окончание работы над текущим заданием.
При использовании «минимального» уровня (терминал типа «0») пользователь после авторизации выбирает в списке на экране заказ и изделие, над которым начинает работать (Рис. 6).
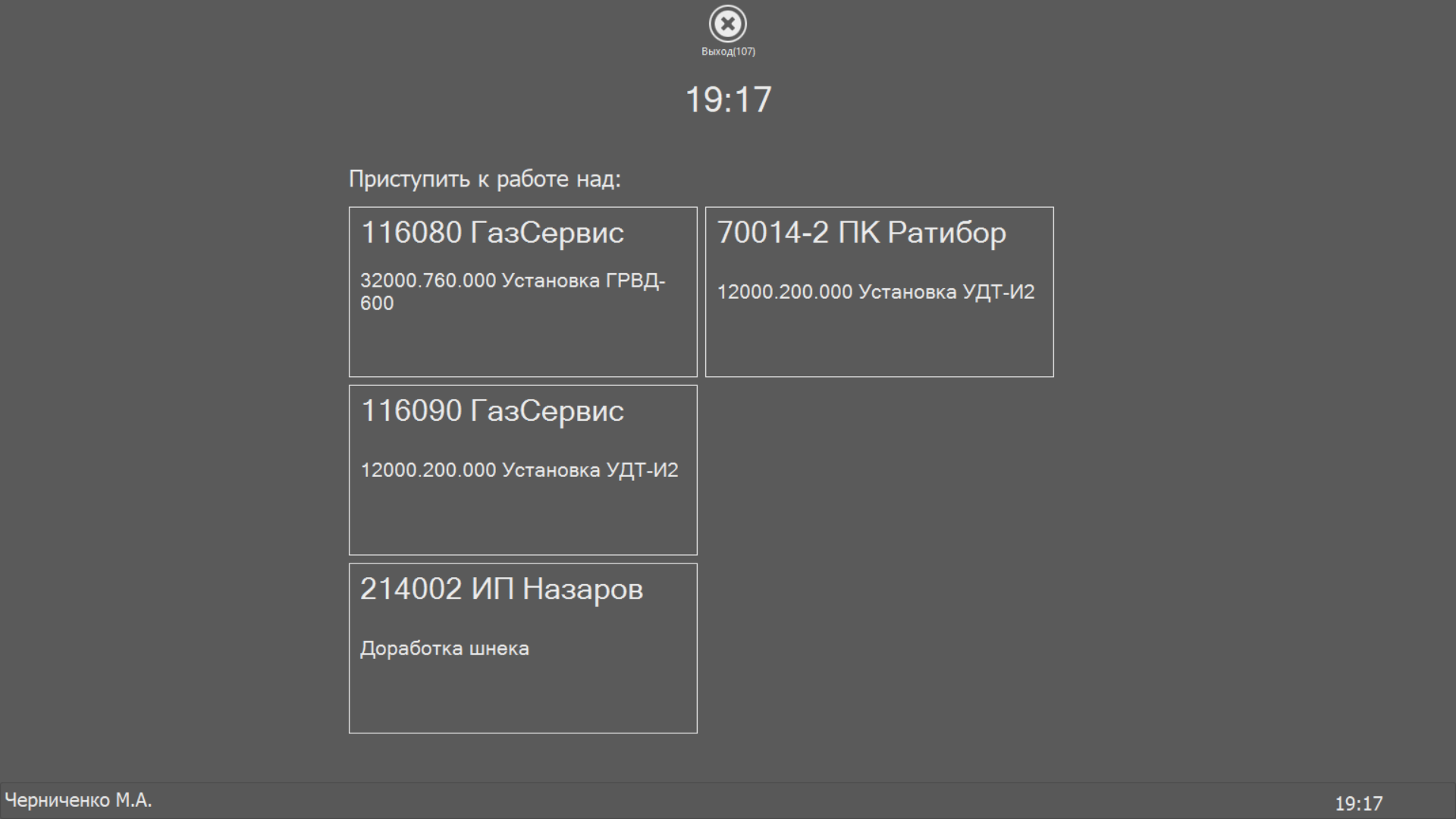 Рис. 6. Выбор нового задания. Минимальный уровень (тип терминала 0)
Рис. 6. Выбор нового задания. Минимальный уровень (тип терминала 0)
В случае применения «среднего уровня» и учёта рабочего времени с привязкой к конкретной выполняемой операции (тип терминала «1»), после выбора изделия/заказа работник дополнительно выбирает выполняемую сейчас операцию (Рис. 7).
 Рис. 7. Отметка о начале работы, выбор операции. Средний уровень (тип терминала 1)
Рис. 7. Отметка о начале работы, выбор операции. Средний уровень (тип терминала 1)
Тип терминала «2» (простой учёт движения изделий по операциям на «среднем уровне») не предполагает измерения фактически затраченного времени. Работники отмечают только количество готовых на текущий момент изделий (трудоёмкость закрывается по нормативам). Поэтому факт начала работы над заданием (обработки) в данном случае на терминале никак не отмечается (рабочий подходит к терминалу и вносит отметку, только один раз, когда детали готовы, начало работы не нужно нигде отмечать).
При использовании «высокого» или «максимального» уровня учёта работы на участках выполняются на основе заранее сформированных в VOGBIT сменных заданий. В этом случае (тип терминала «3», «4» или «5») после авторизации работник выбирает сначала пост, задание на котором он сейчас будет выполнять, и затем из списка в сменном задании – изделие, над которым будет сейчас работать (Рис. 8).
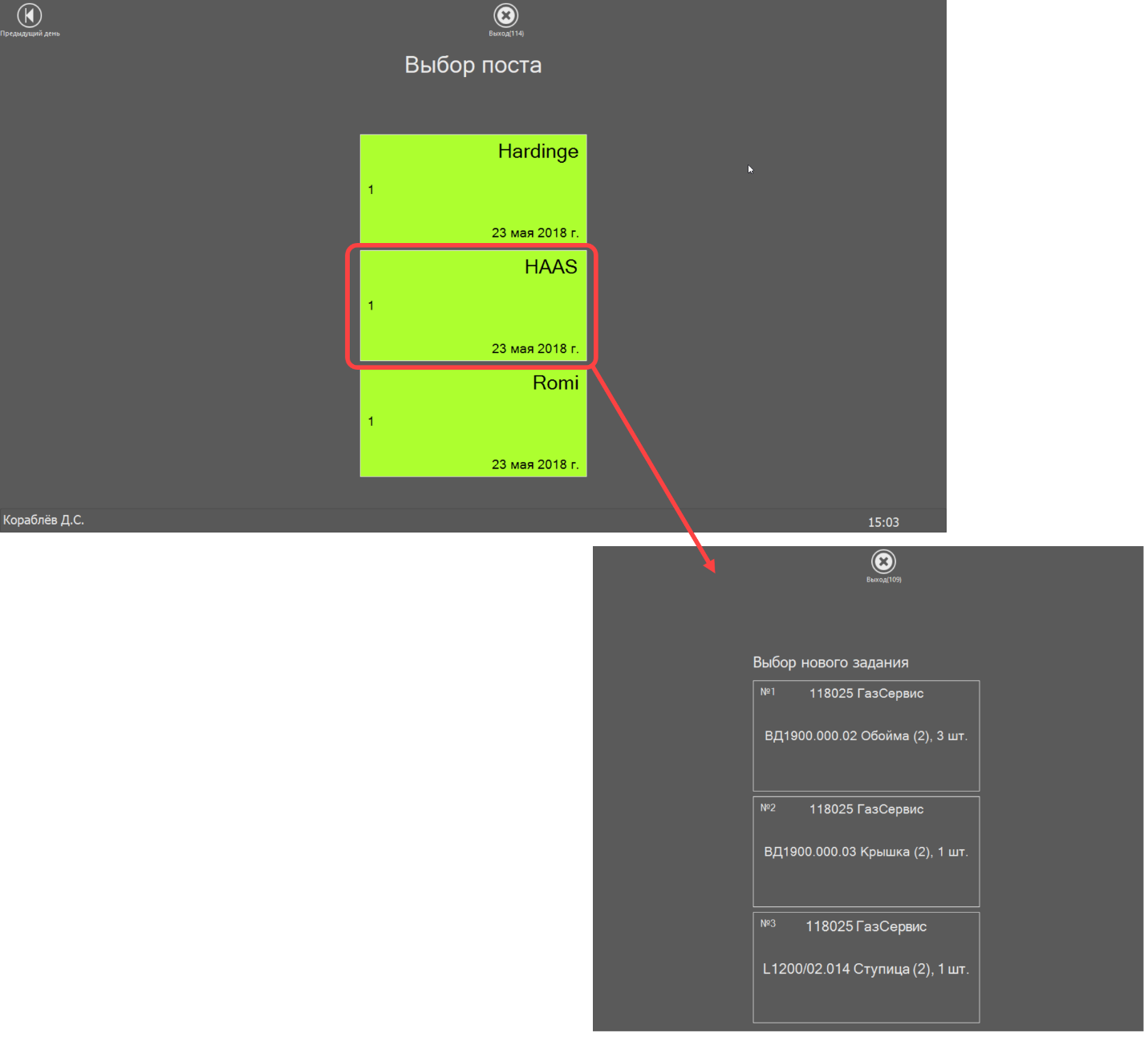 Рис. 8. Выбор поста и детали (изделия)
Рис. 8. Выбор поста и детали (изделия)
При выборе поста в клетке показывается название соответствующего рабочего места (вверху), дата (внизу) и номер смены (слева). Доступные для выбора посты определяются «расписанием» - для работы на каких постах в текущий день назначен данный работник.
При этом нет строгого условия, что задание можно брать в работу по времени строго между номинальным началом и концом смены. Допускается, что работник может прийти раньше и взять задание в работу, не дожидаясь формального времени начала смены, а также задержаться и начать новое задание уже после формального окончания смены. Рабочая смена, которая идёт в настоящий момент, при авторизации подсвечивается зелёным цветом (Рис. 8). Если рабочая смена ещё не началась или уже закончилась, то она будет отображаться на терминале серым цветом.
При выборе изделия в клетке показывается (Рис. 9): номер и название заказа (вверху), обозначение и наименование изделия (посередине), номер партии изделий (в скобках), общее количество изделий по заданию, номер выполняемой операции по техпроцессу и комментарий к заданию или к операции (внизу).
 Рис. 9. Информации о задании (отметка о начале работы над заданием)
Рис. 9. Информации о задании (отметка о начале работы над заданием)
В случае, если в рамках задания на текущую смену все запланированные на посту работы уже выполнены, предусмотрена возможность взять в работу задание из плана этого же поста на следующую смену (Рис. 10).
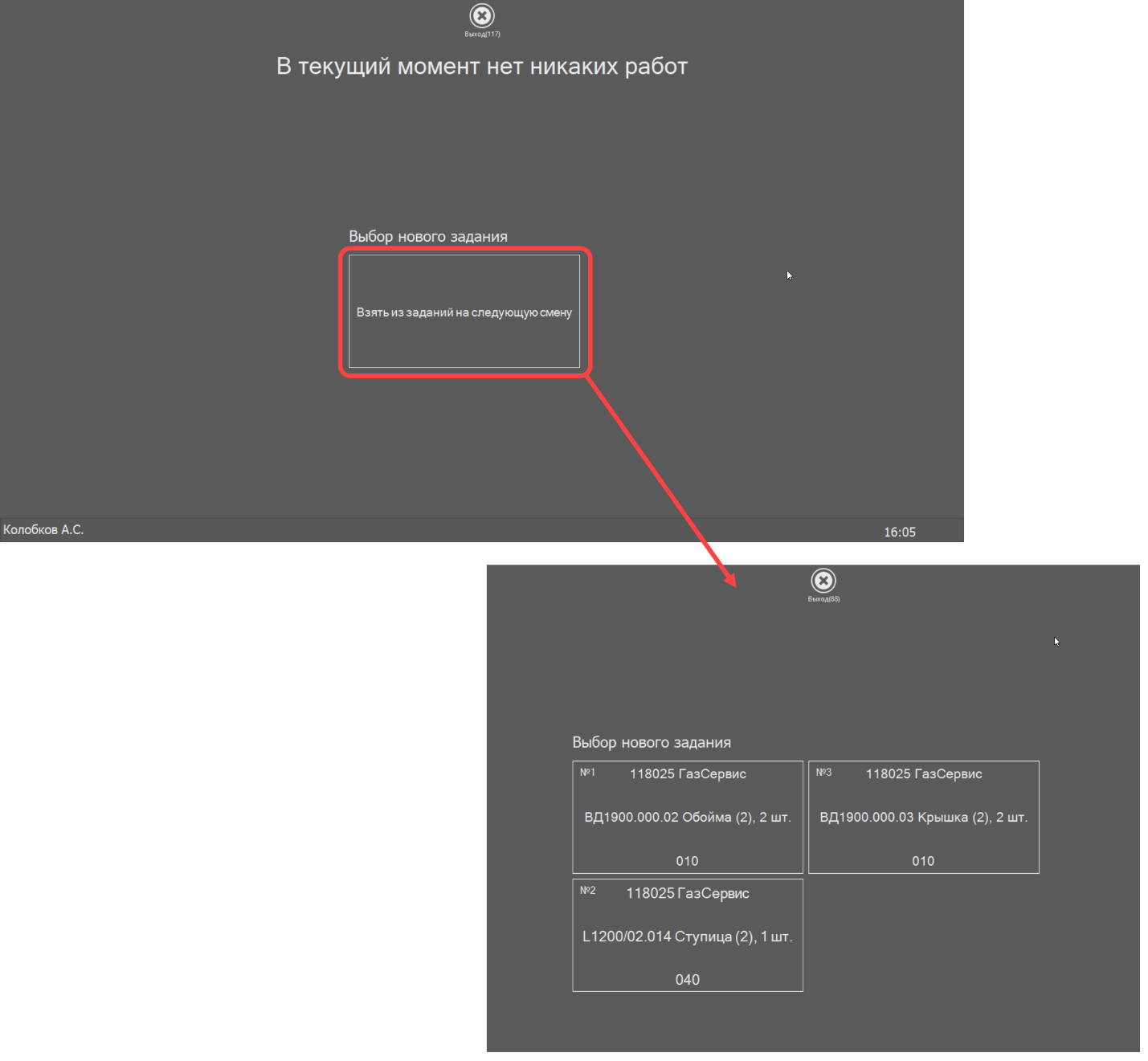 Рис. 10. Выбор нового задания из плана на следующую смену
Рис. 10. Выбор нового задания из плана на следующую смену
Кнопка «Взять из заданий на следующую смену» появляется только, когда выполнены все задания для этого поста на текущую смену.
В течение двух минут с момента отметки о начале работ сотрудник может «отменить» взятое в работу задание (Рис. 11). Например, если он случайно нажал не на ту клетку на экране терминала, когда выбирал задание. Отменив задание и взяв заново, он может сам легко исправить такую ошибку.
Чтобы отменить взятое задание, работнику достаточно ещё раз авторизоваться на терминале и выбрать опять тот же пост, на котором он только что отметил начало работы (взял задание). Важно сделать это в течение двух минут с момента «взятия задания в работу». Если прошло больше двух минут, то через терминал рабочий может только отметить завершение или остановку работы над взятым заданием (подробнее в следующей главе). А полностью отменить такое задание при необходимости может только мастер, диспетчер и т.п. – сотрудник, имеющий доступ к полноценному рабочему месту VOGBIT на своём компьютере.
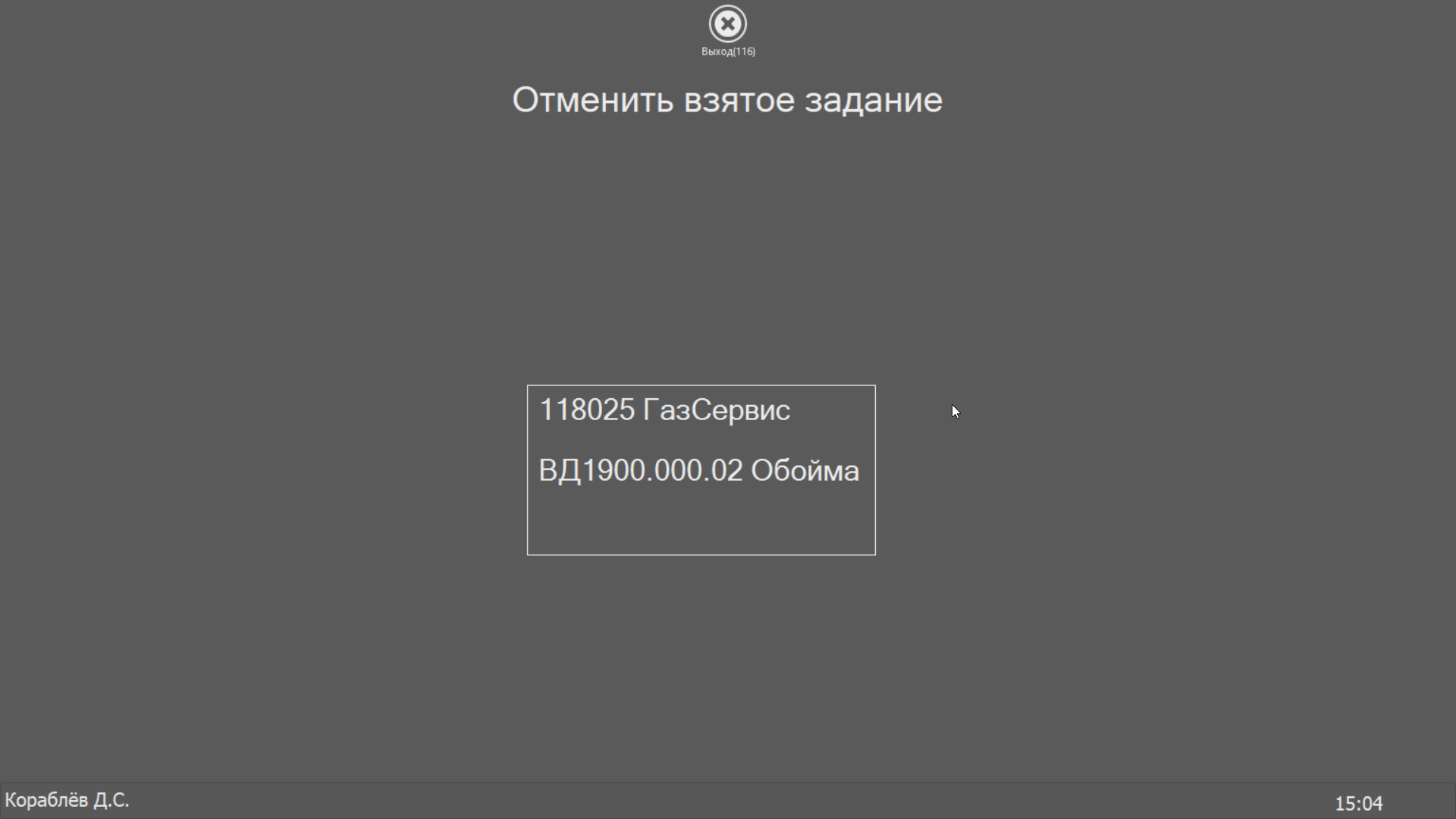 Рис. 11. Отмена взятия задания в работу
Рис. 11. Отмена взятия задания в работу
В режиме ожидания, т.е. после того, как работник отметил начало работы по заданию, на экране терминала показывается текущее время и 4 последних взятых в работу (на этом терминале) задания (Рис. 12): пост, заказ, деталь, фамилия рабочего, время, когда задание было взято в работу.
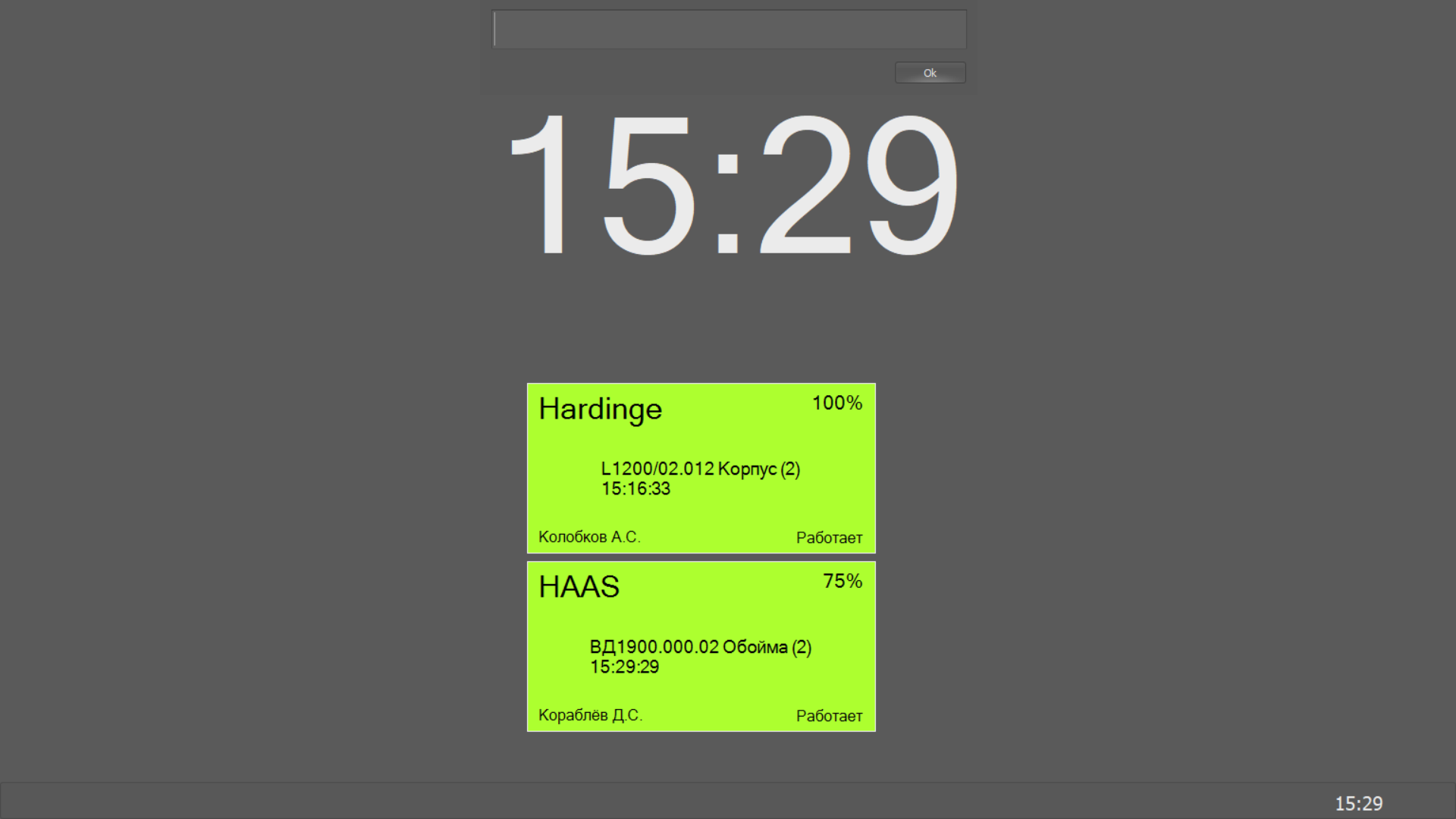 Рис. 12. Терминал в режиме ожидания
Рис. 12. Терминал в режиме ожидания
При использовании терминалов типа «0» или «1» (учёт рабочего времени, «минимальный» или «средний» уровень), если работник ранее уже отметил начало работы над каким-либо изделием/заказом, то после авторизации экран терминала выглядит примерно, как на Рис. 13
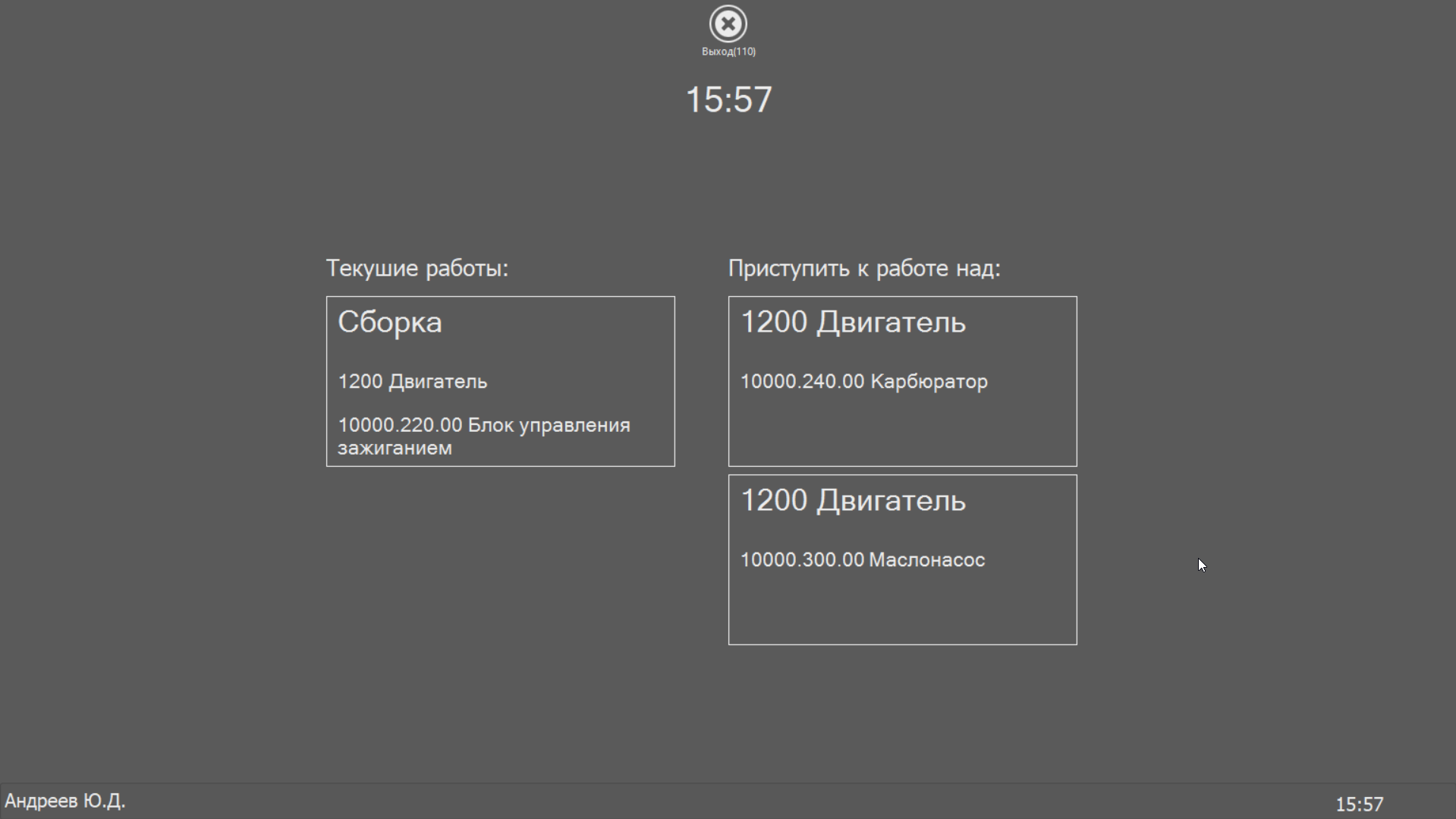 Рис. 13. Закрытие текущего задания. Средний уровень (тип терминала 1)
Рис. 13. Закрытие текущего задания. Средний уровень (тип терминала 1)
Слева показано текущее задание в работе (заказ/изделие). Справа – другие задания к которым можно приступить.
Нажатие на текущее задание просто закрывает его. Например, когда в конце смены сотрудник отмечает, что на сегодня он закончил работы работу над данным изделием, и следующее задание сегодня начинать уже не будет.
В случае нажатия на новое задание (Рис. 13, справа) фиксируется одновременно окончание работы по текущему заданию и начало работы по выбранному новому.
При использовании терминала типа «2» (простой учёт движения деталей в производстве, отметка сданного количества по операциям) после авторизации работника терминал сразу переходит в режим ожидания считывания штрих-кода (Рис. 14).
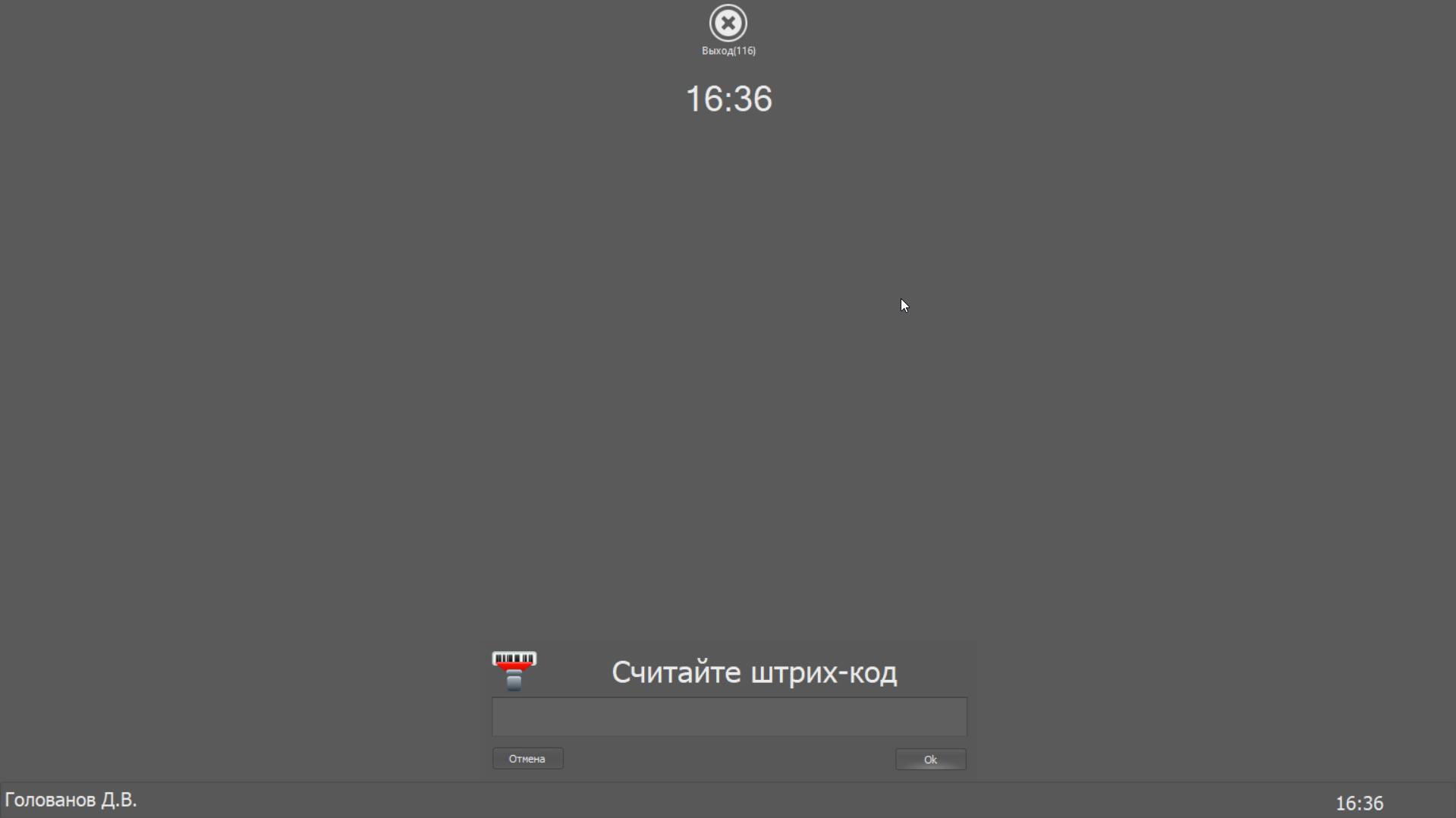 Рис. 14. Ожидание считывания штрих-кода. Средний уровень (тип терминала 2)
Рис. 14. Ожидание считывания штрих-кода. Средний уровень (тип терминала 2)
Работник должен считать штрих-код с сопроводительного документа (маршрутного листа, ярлыка, задания), чтобы указать информацию по какой детали он хочет сейчас внести. Затем выбрать в списке операцию, которую он выполнял, и при необходимости откорректировать сданное количество деталей (Рис. 15).
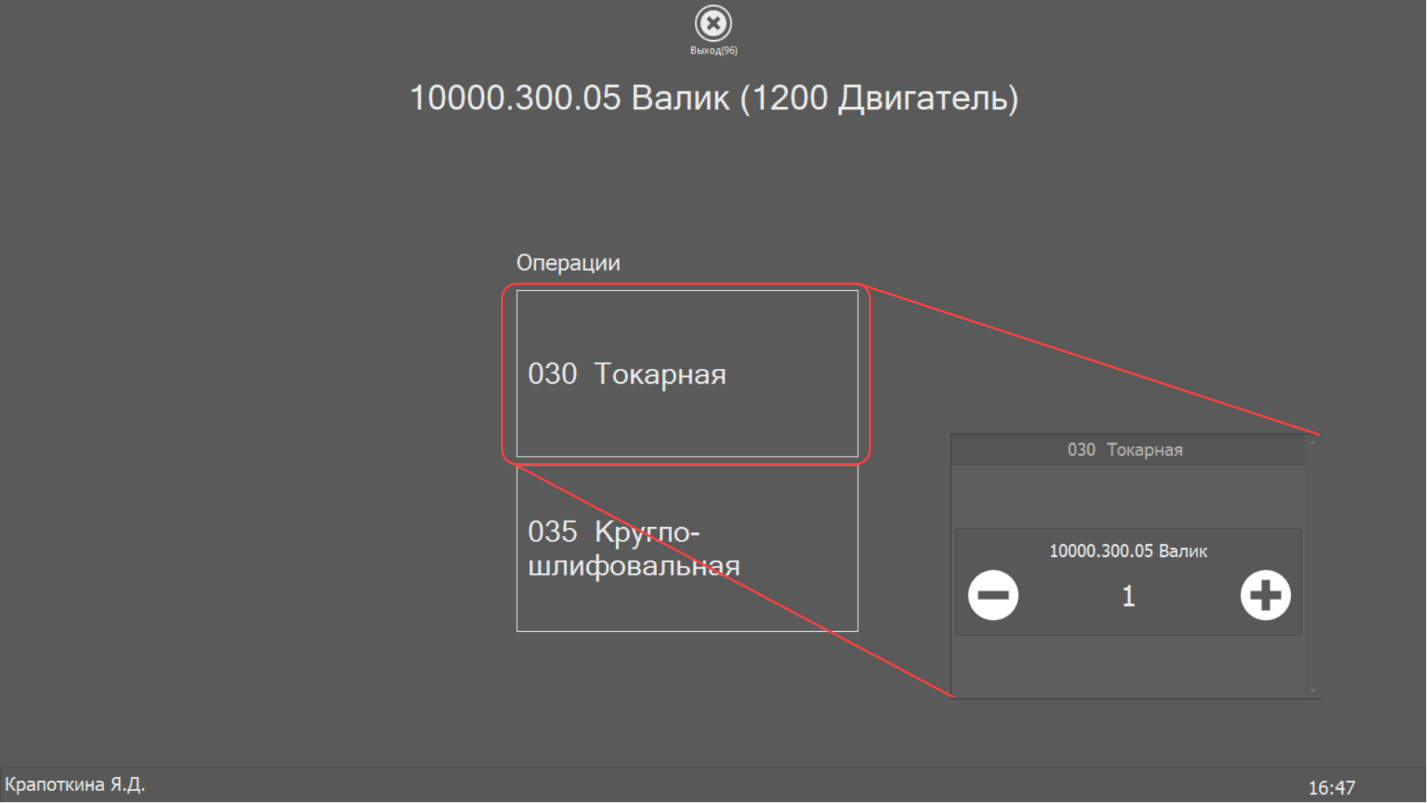 Рис. 15. Отметка о готовности деталей по операции на среднем уровне (тип терминала 2)
Рис. 15. Отметка о готовности деталей по операции на среднем уровне (тип терминала 2)
При использовании терминала типа «3» или «5» (работа по сменным заданиям, «высокий» уровень) после авторизации работника, если за ним числится открытое задание, экран терминала выглядит, как на Рис. 16.
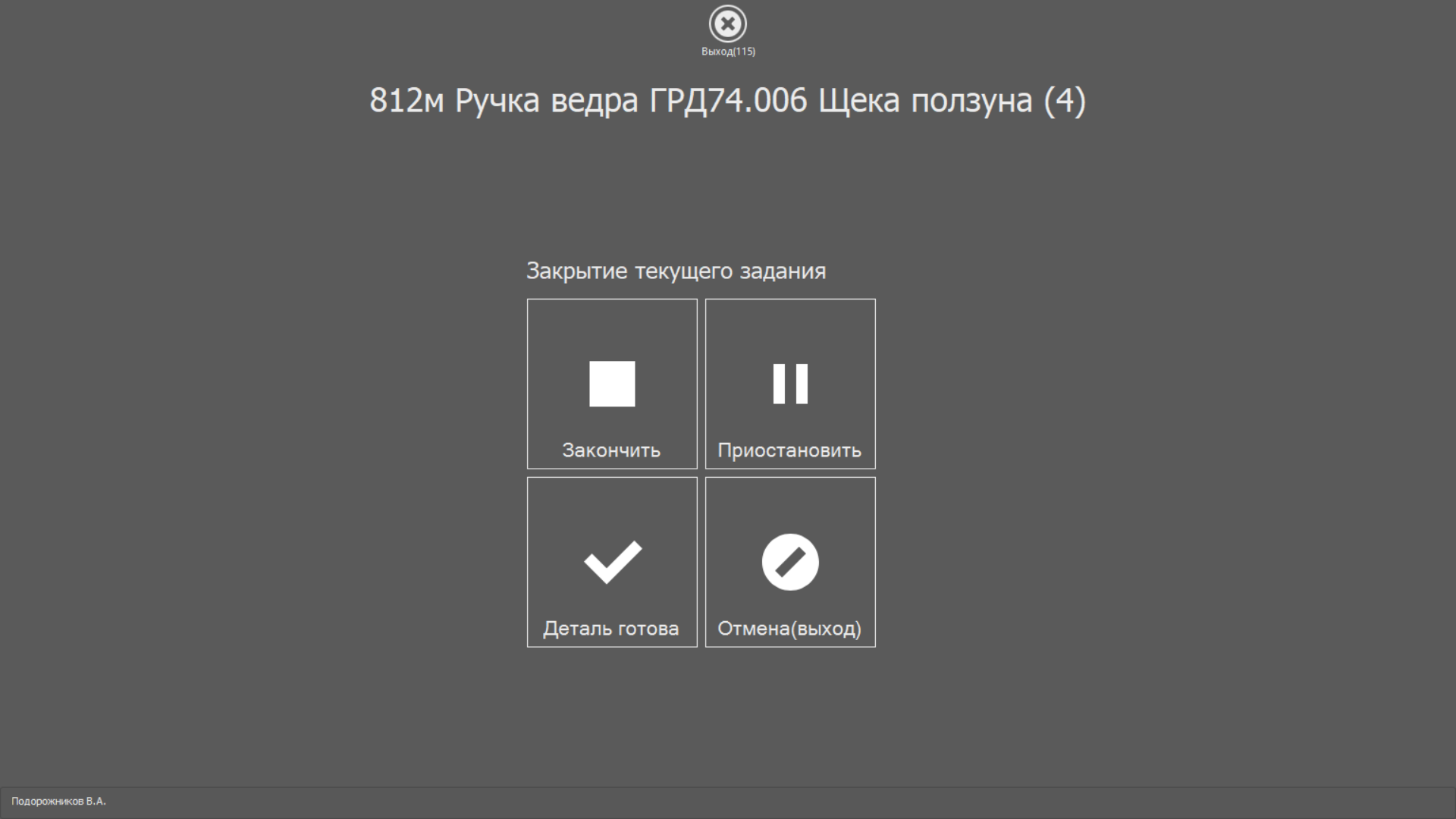 Рис. 16. Окончание работы над деталью
Рис. 16. Окончание работы над деталью
Работник может выбрать один из четырёх вариантов:
Закончить – работы над соответствующей деталью (партией) закончены и в эту смену работник возвращаться к ней уже не будет.
Приостановить – работы над деталью (партией) по какой-то причине приостановлены, но к ним планируется вернуться в течение этой смены.
Деталь готова – деталь (партия деталей) готова.
Отмена – выйти без внесения какой-либо информации.
В случае, если по заданию обрабатывается не одна деталь, а партия (одинаковые детали в количестве несколько штук), при выборе «Закончить» или «Приостановить» можно указать количество готовых деталей из партии на текущий момент.
При использовании терминала типа «4» (участок ЧПУ, многостаночное обслуживание) допускается открытие одним работником параллельно нескольких заданий на разных постах (один оператор обслуживает несколько станков параллельно). Поэтому после авторизации работник сначала выбирает пост (станок), на котором он завершает или приостанавливает работы над деталью, а затем уже открывается окно выбора действия (Рис. 17).
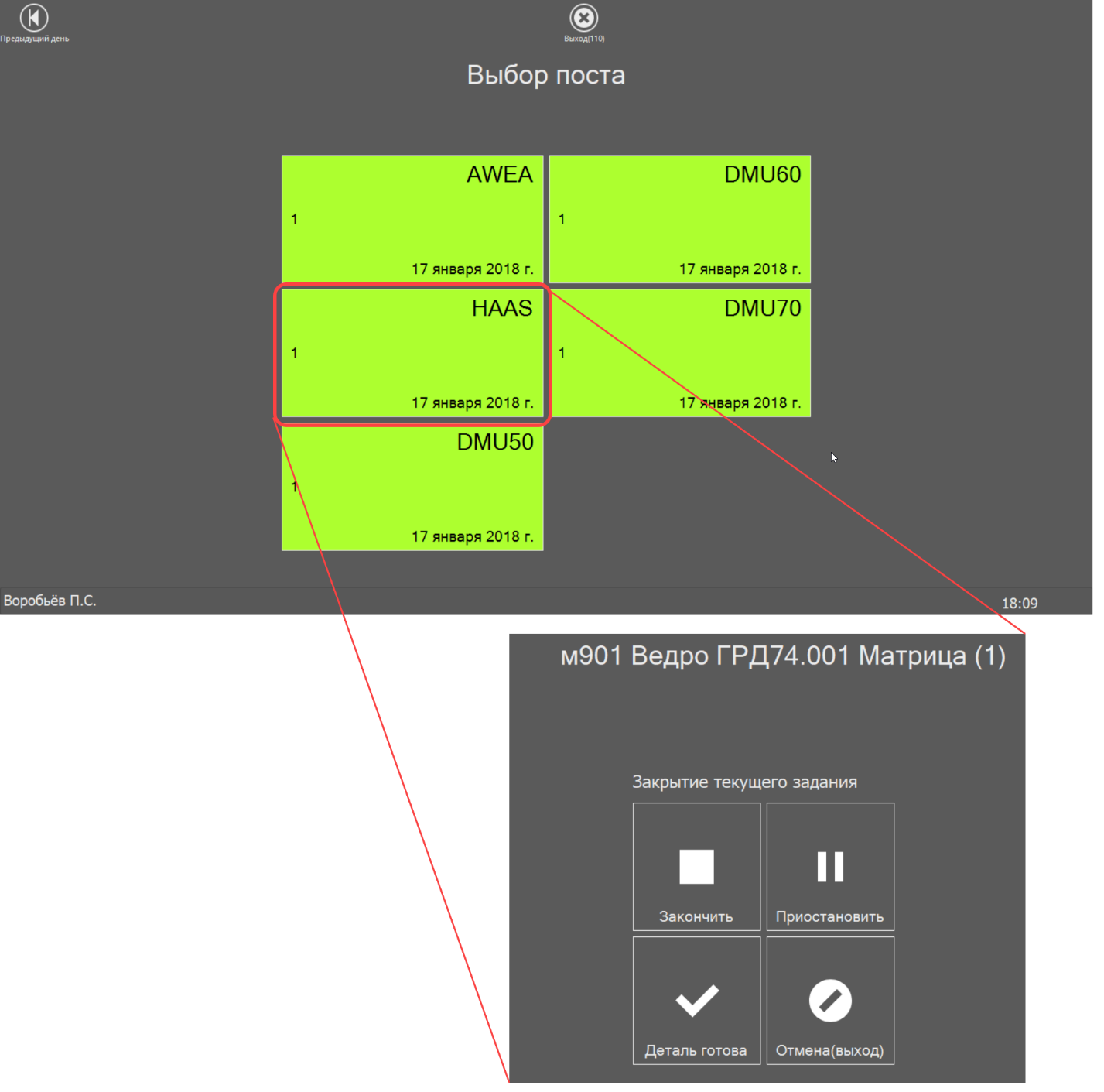 Рис. 17. Закрытие текущего задания при многостаночном обслуживании (тип терминала 4)
Рис. 17. Закрытие текущего задания при многостаночном обслуживании (тип терминала 4)
Рассмотрим пример работы с терминалом на участке ЧПУ (несколько операторов обслуживают параллельно несколько станков):
| Ситуация | Действия оператора с терминалом | |
|---|---|---|
| 1 | Установил деталь на станок, запустил процесс обработки по программе. | на экране терминала нажать на станок (на котором запустил), затем на деталь (что запустил) |
| 2 | По окончании смены передал продолжающуюся обработку детали оператору из бригады следующей смены. | на экране терминала нажать на станок (обработка на котором передаётся оператору следующей смены), нажать «Закончить» |
| 3 | В течение смены перешёл на другой станок для запуска обработки на нём, контроль за обработкой детали поставленной ранее (1) передал коллеге-оператору из текущей смены. | на экране терминала нажать на станок (на котором передаёт деталь другому оператору), нажать «Приостановить» |
| 4 | Принял продолжающуюся обработку детали на станке от другого оператора. | на экране терминала нажать на станок (на каком принял), затем на деталь (что принял) |
| 5 | Закончил обработку, снял готовую деталь. | на экране терминала нажать на станок (где закончилась обработка), нажать «Деталь готова» |
Важно! При использовании «высокого» или «максимального» уровня учёта с записью закрытых нормо-часов по фактической отметке времени начала и окончания работы по заданию (терминалов типа «3» или «4») каждый работник по окончании рабочей смены должен обязательно самостоятельно закрыть все взятые им на себя задания (по которым он отметил начало работы). По окончании смены не должно оставаться «начатых» и не закрытых заданий. Для корректного учёта фактической трудоёмкости каждый работник должен сам закрывать взятые им задания с помощью терминала.
Для варианта участка ЧПУ (многостаночное обслуживание, тип терминала «4») существует ещё один нюанс связанный с закрытием заданий при окончании рабочей смены в 00:00 (например, вторая смена с 16:00 до 00:00). При этом, если работник подойдёт к терминалу и авторизуется, чтобы закрыть задания, немного позже номинального времени окончания смены (например, в 00:03), он увидит на экране для выбора уже рабочие смены нового, наступившего дня (т.к. формально в 00:00 наступил новый день, и в настоящий момент «текущим» уже является он).
Специально для такого случая на терминале предусмотрена кнопка «Предыдущий день» (в верхнем левом углу экрана, Рис. 18).
 Рис. 18. Кнопка Предыдущий день
Рис. 18. Кнопка Предыдущий день
С помощью неё можно вернуться ко второй смене «предыдущего» дня, чтобы закрыть взятое в рамках неё задание.
1 Подробнее описано далее в этом руководстве.
2 Некоторые сканеры RFID требуют настройки («открывающие» и «закрывающие» символы при считывании, тип кодировки и т.п.). В этом случае мы рекомендуем использовать простое десятичное представление кода (чтобы избежать проблемы, что при разной раскладке клавиатуры считывается разный код с одной и той же карточки). Заканчиваться последовательность символов при считывании должна переводом строки (Enter).